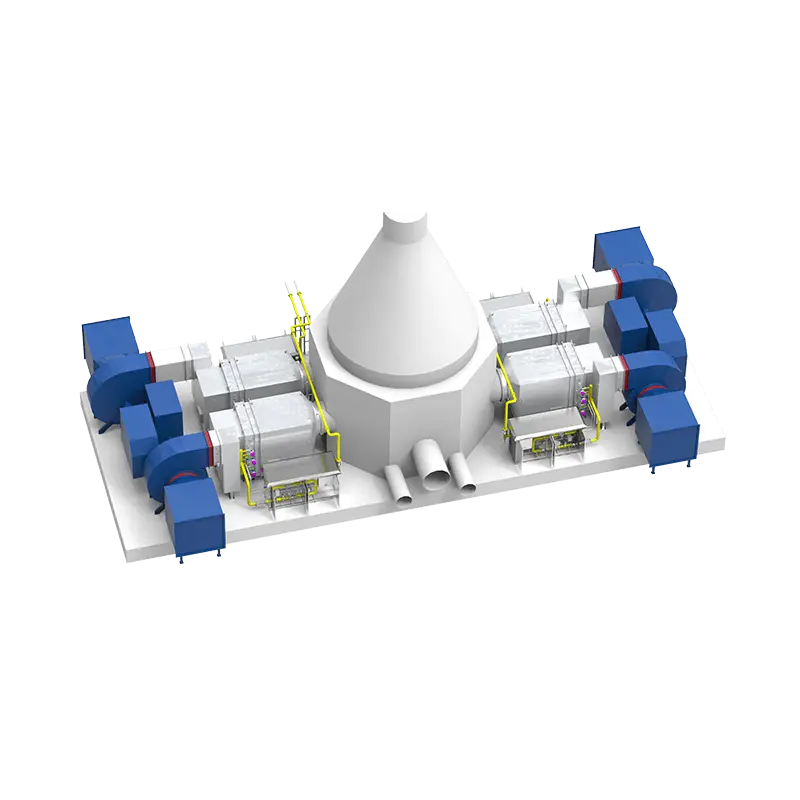
When it comes to supplementary firing in Heat Recovery Steam Generators, the choice of equipment matters. But what matters just as much is the company behind it. As an HRSG duct burner manufacturer, Fludfire focuses on one thing: building combustion systems that actually work in the challenging conditions of gas turbine exhaust.
We don’t just supply hardware. We provide burners that are engineered for low‑oxygen environments, backed by practical experience in both new projects and retrofits.
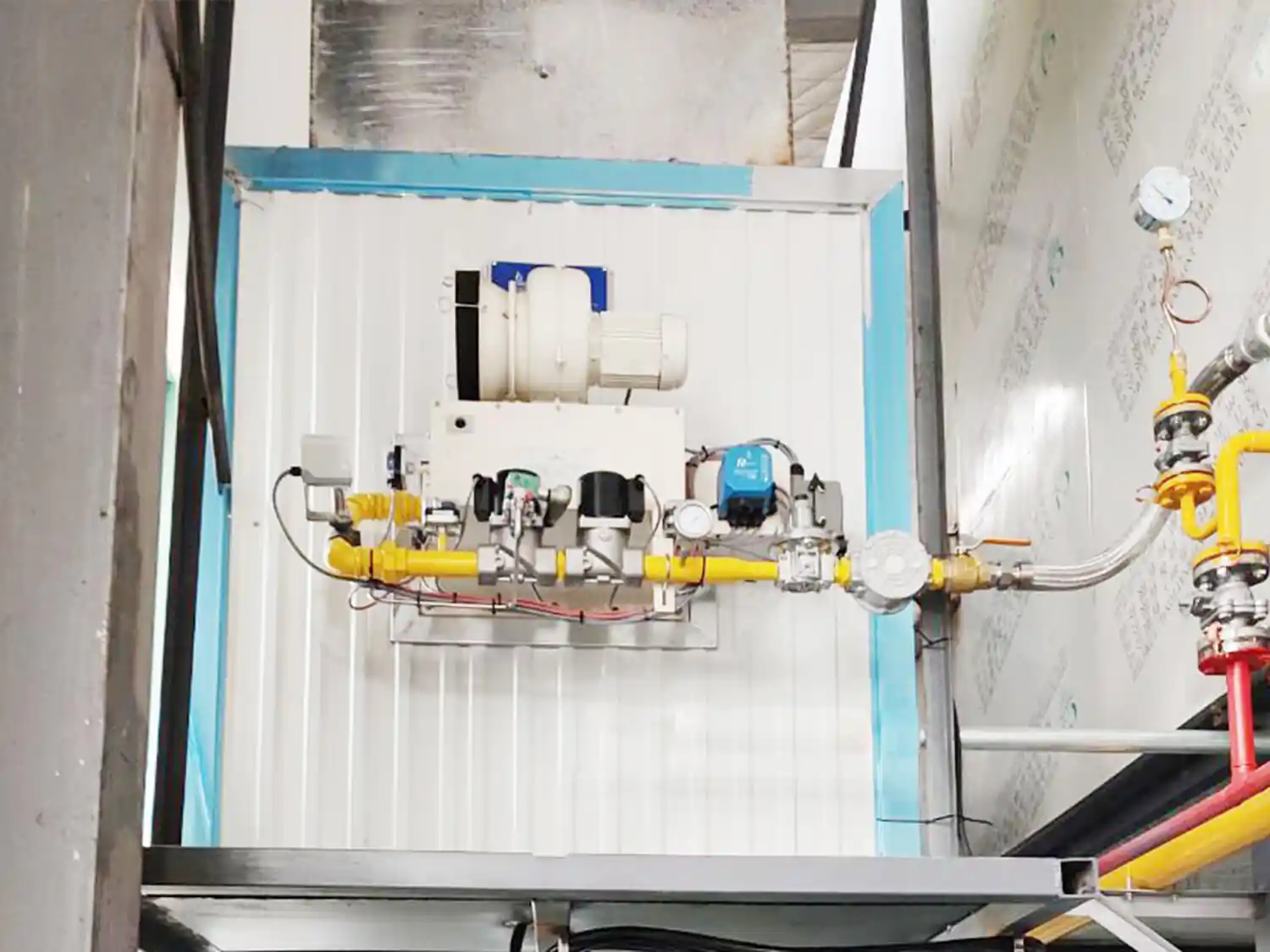
Most duct burners struggle when oxygen levels drop. In gas turbine exhaust, oxygen can fall to 14–16% during normal operation, and in some cases down to 9% or lower. Conventional designs often require external combustion air fans or suffer from unstable flames.
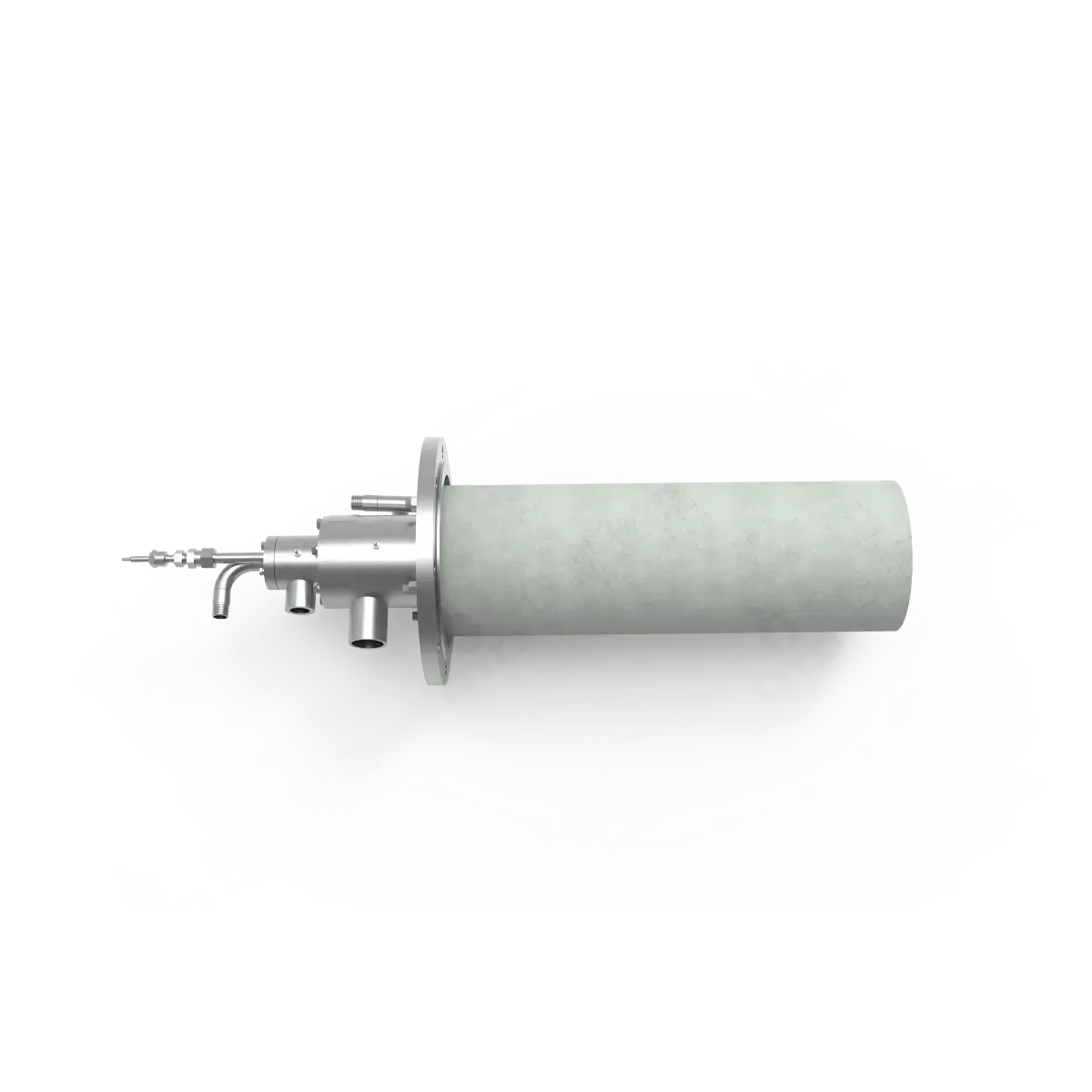
Our Fludfire series was developed specifically to handle these conditions. The burners run directly on the residual oxygen in the exhaust stream. No additional air supply is needed. This simplifies the system, lowers auxiliary power consumption, and eliminates a common failure point.

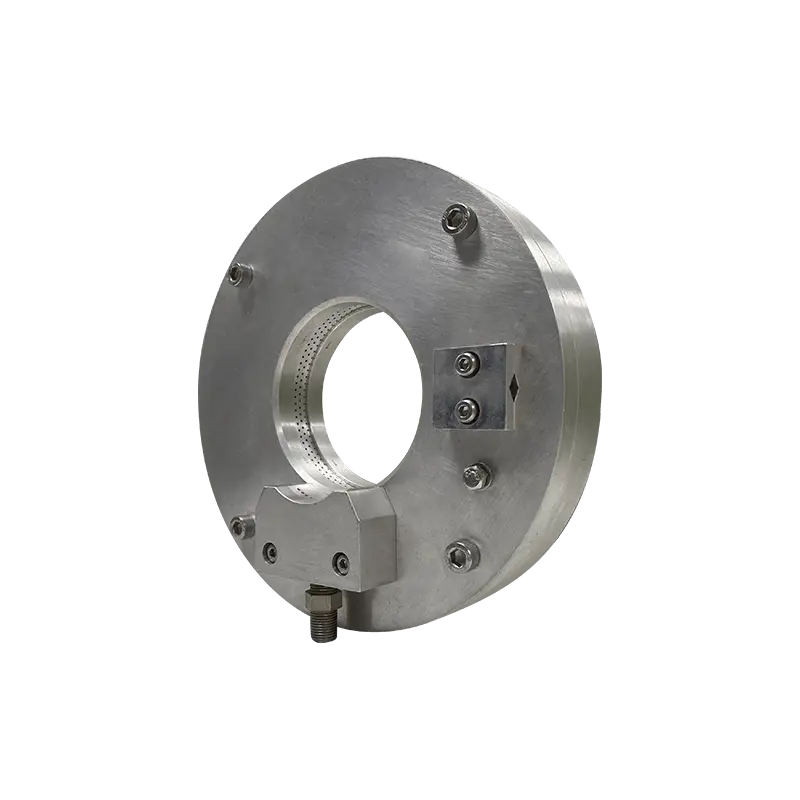
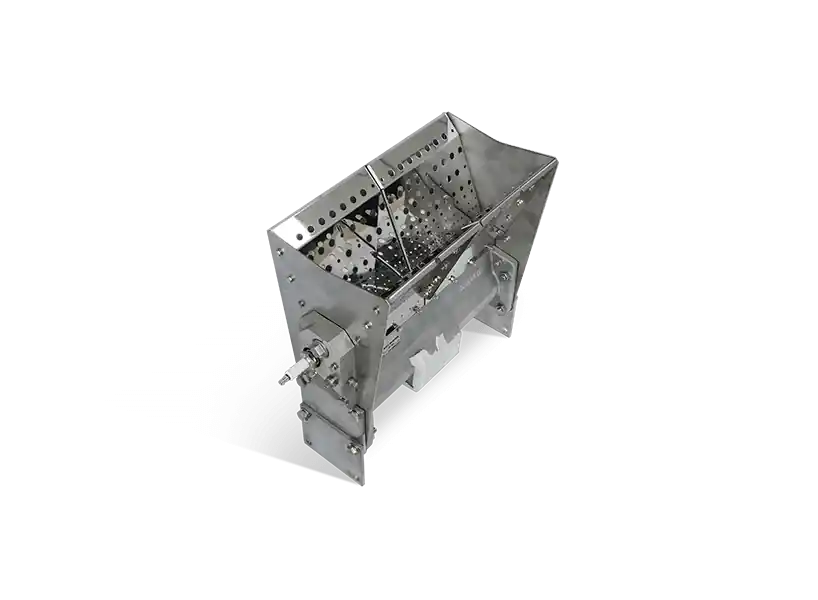
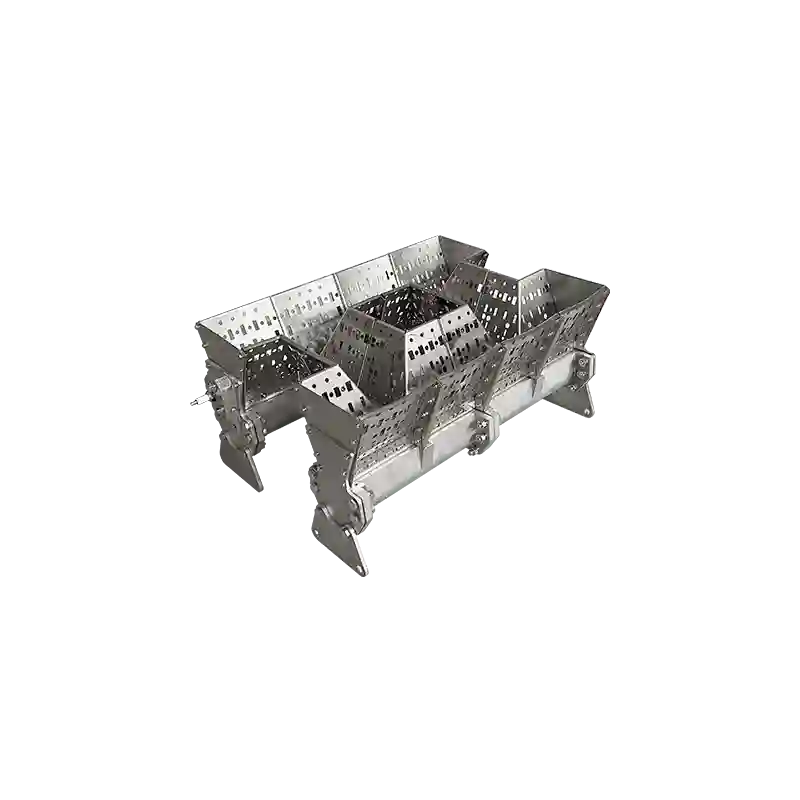
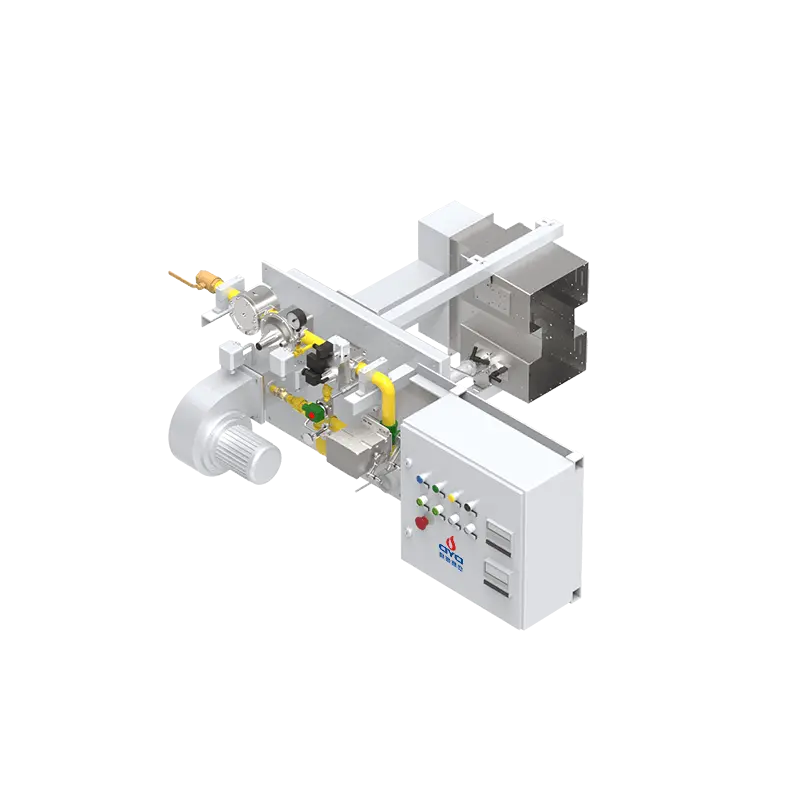
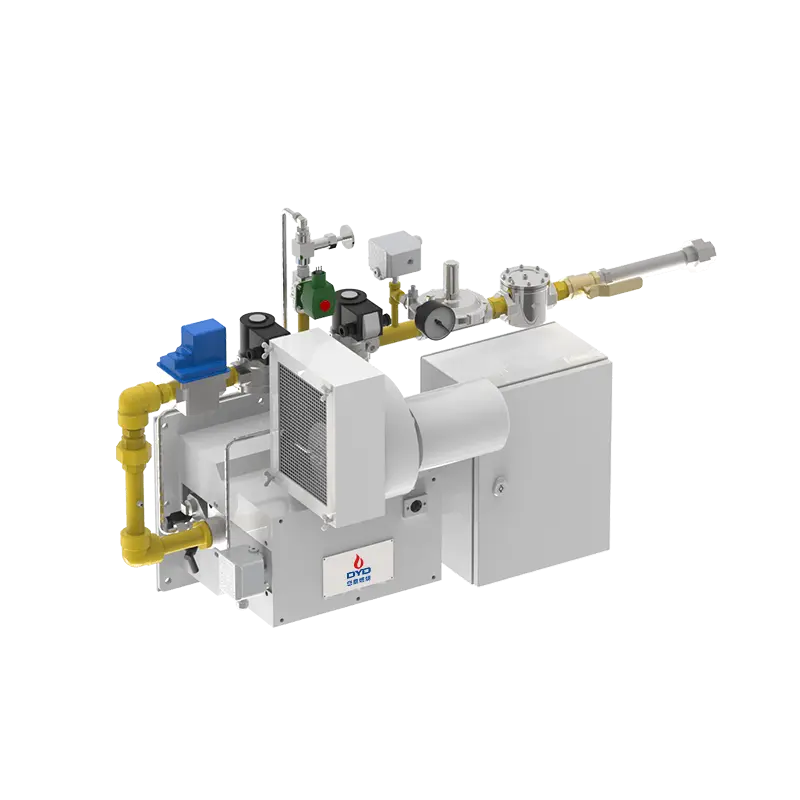
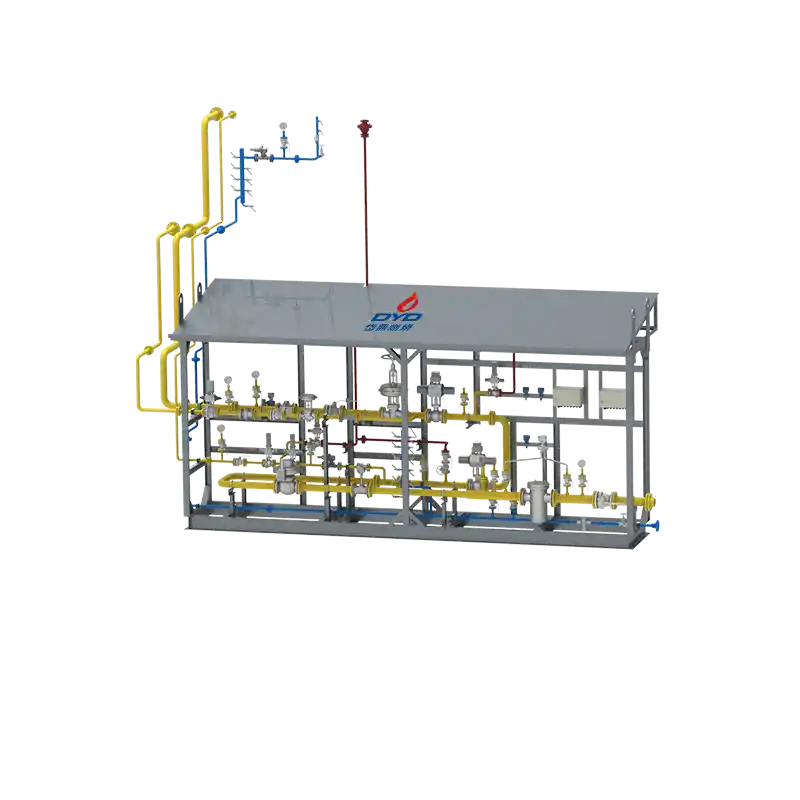
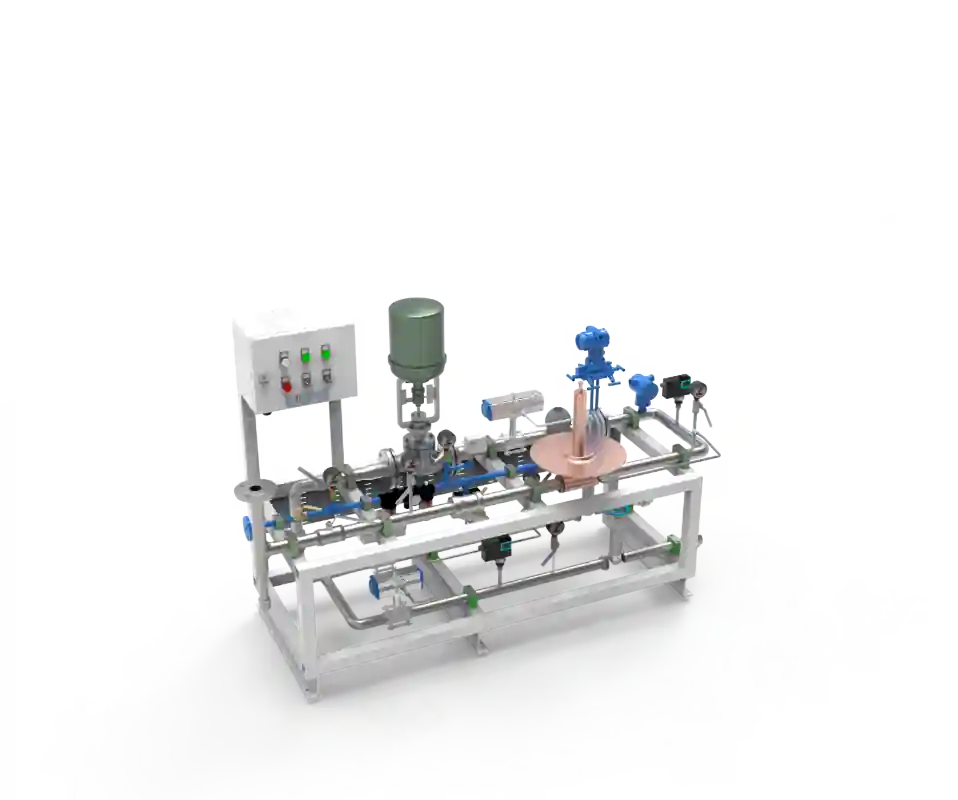
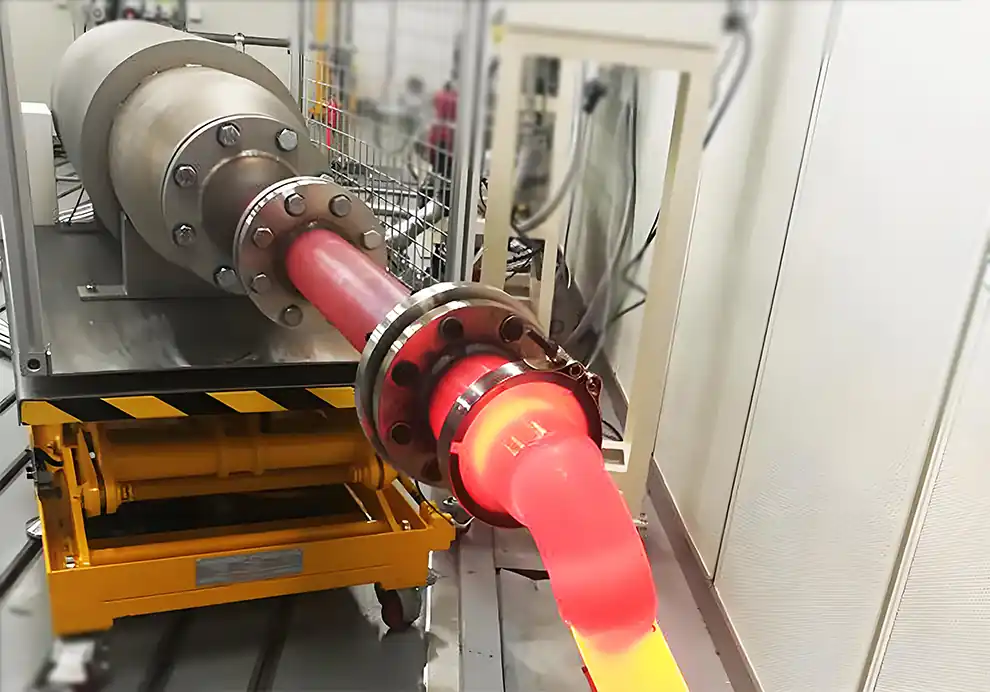
(HRSG Duct Burner)
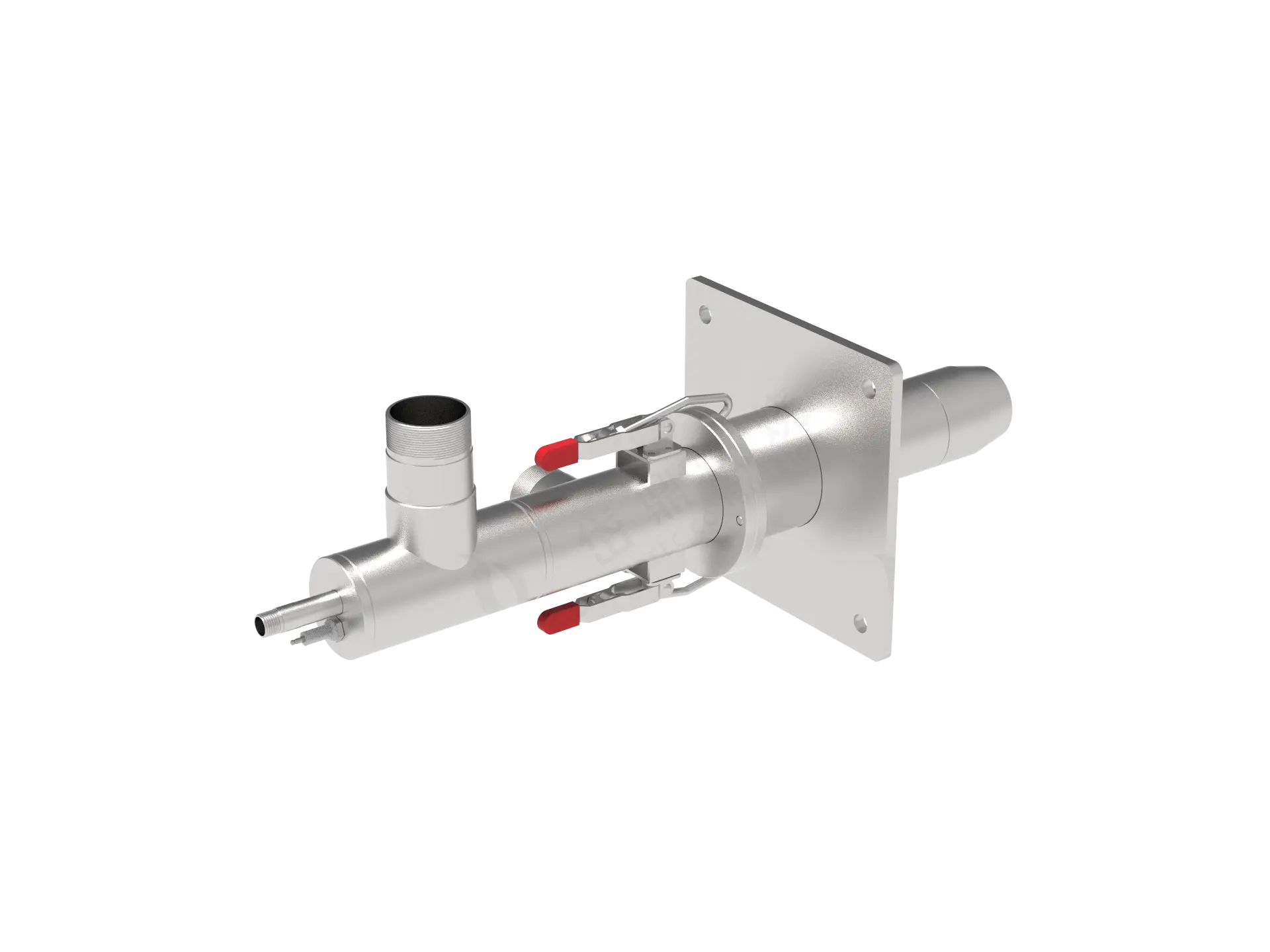
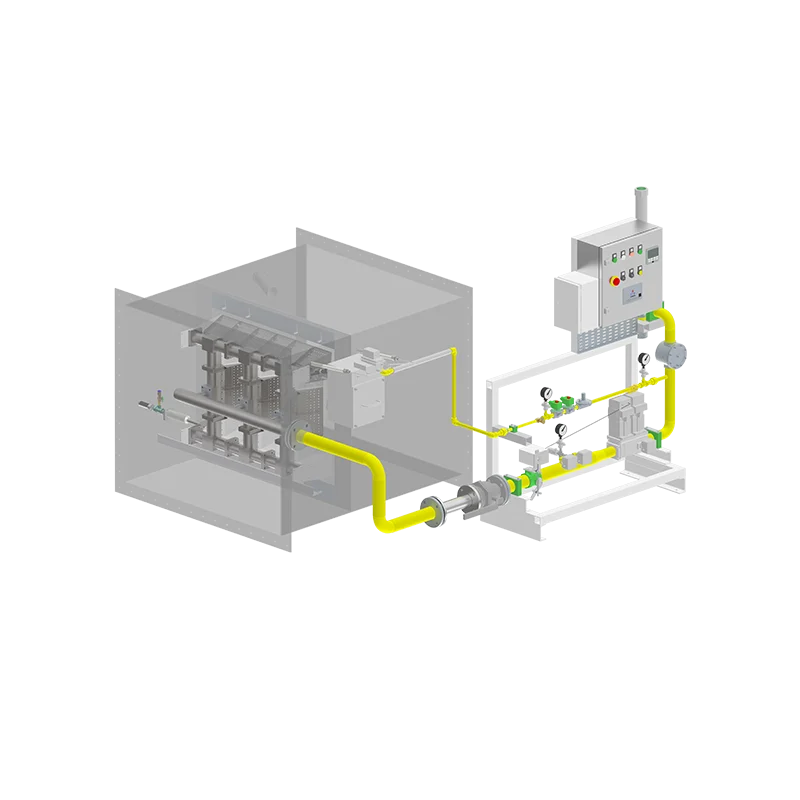
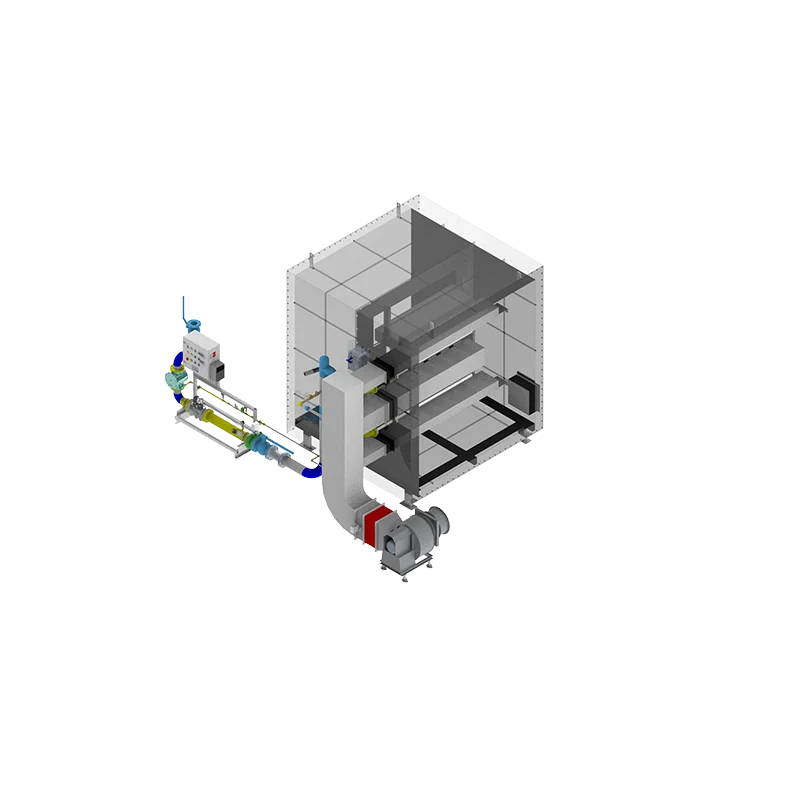
We manufacture each Fludfire burner as a modular unit rated at 900 kW. Multiple modules can be combined to meet the required heat input without over‑engineering the system. The burners mount directly to the tube wall of the HRSG duct, which keeps installation straightforward and minimizes duct modifications.
This modular approach also makes it easier to handle site constraints—especially in retrofit projects where space is tight and downtime needs to be kept short.
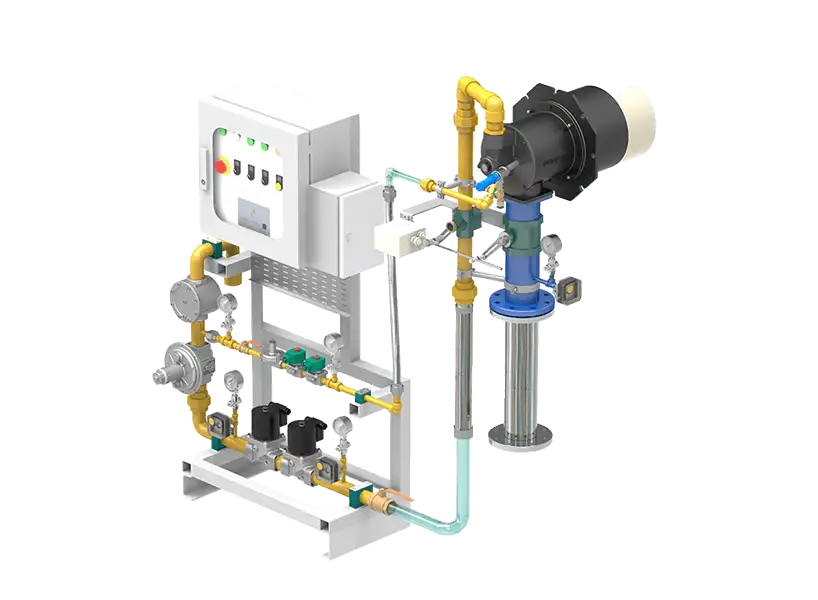
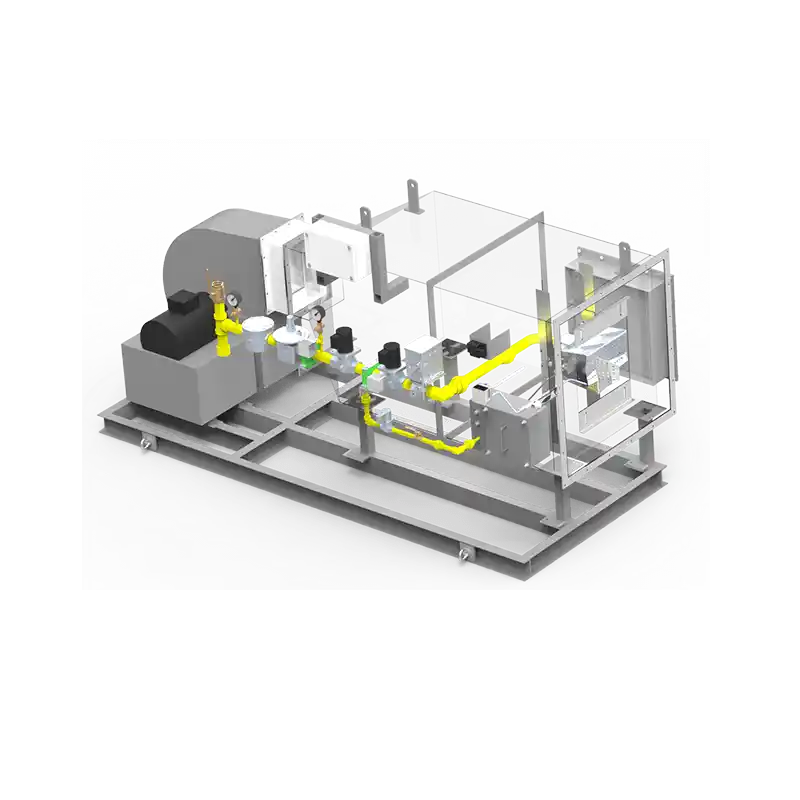
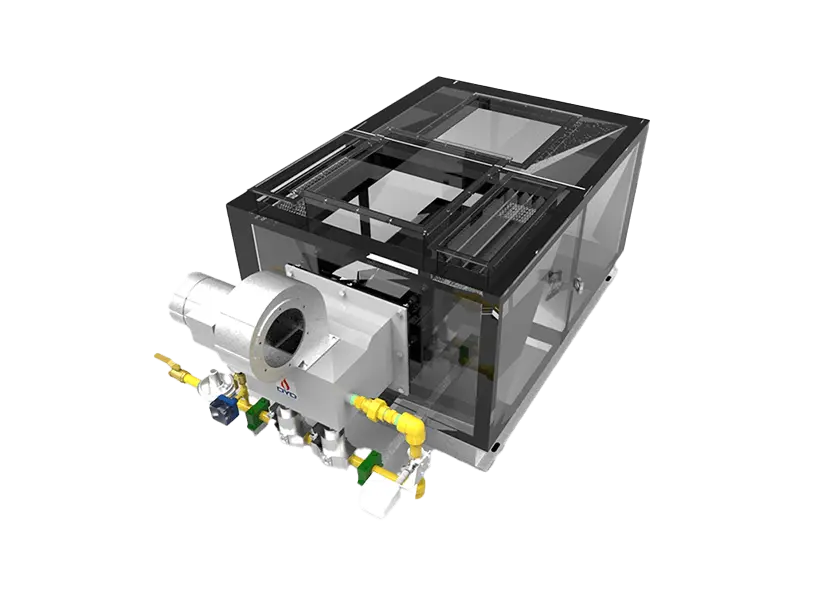
Being a manufacturer means more than just fabrication. Our involvement typically starts during the engineering phase, where we work with plant owners, EPCs, or consultants to size the system correctly and integrate it with the existing exhaust duct and control system.
We pay close attention to back pressure variations. Gas turbine load changes can cause significant fluctuations in duct pressure, and flame stability has to hold across the entire operating range. Our burners are designed to handle these swings without requiring constant adjustment.
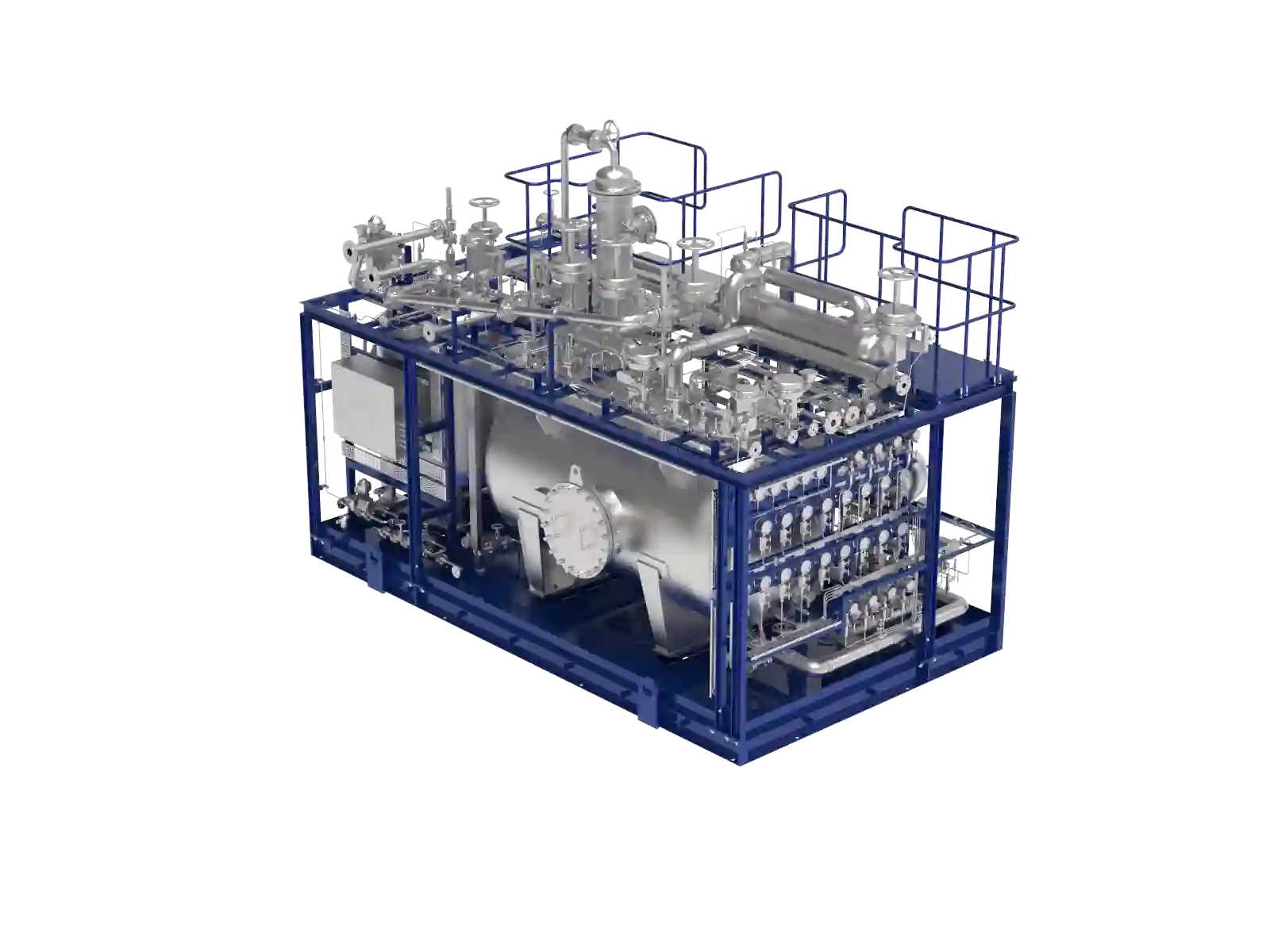
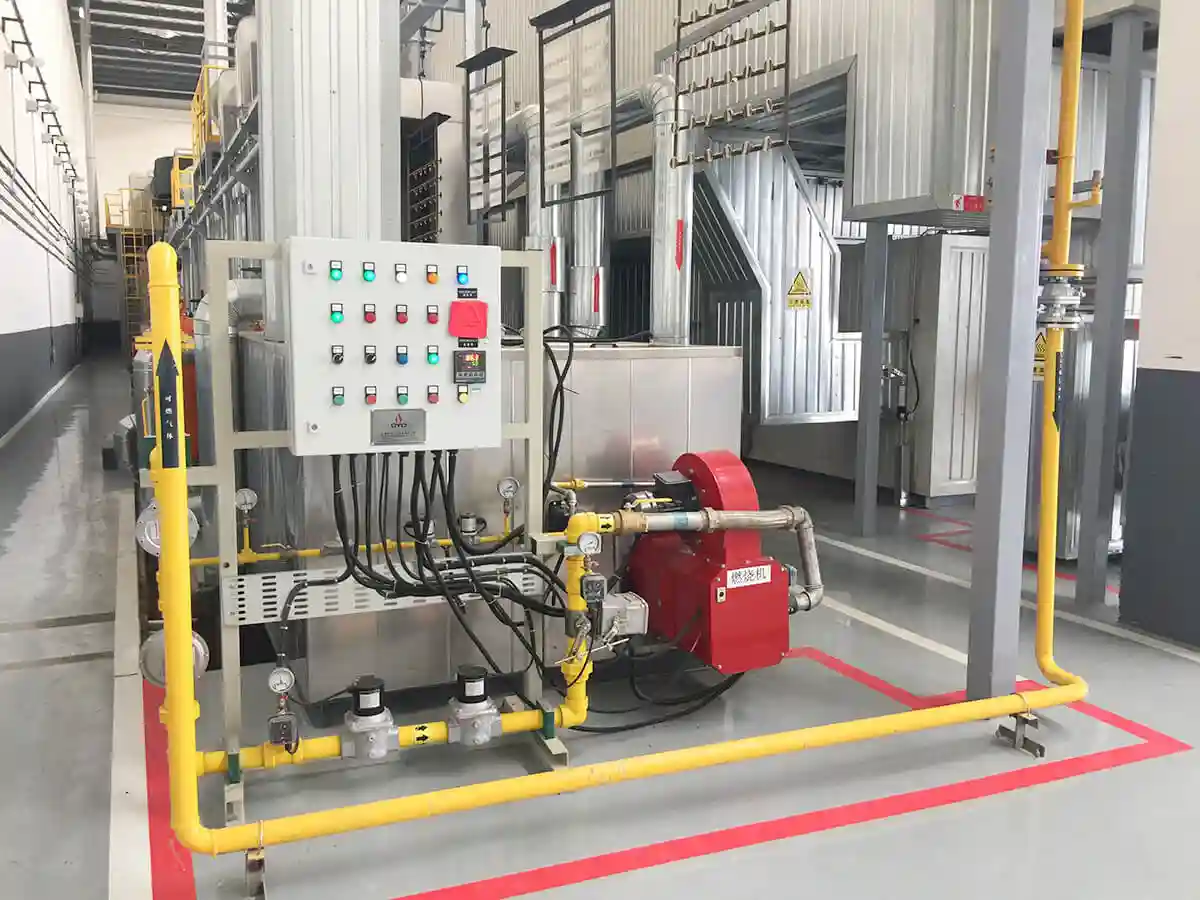
Over the years, we’ve supplied HRSG duct burners for a range of applications: combined cycle plants, industrial cogeneration, and facilities that need additional steam for processes. In each case, the goal has been the same—reliable supplementary firing with minimal operational complexity.
Some of the lessons that have shaped our approach:
Low oxygen is often underestimated during the design phase. We build margins into the combustion system to account for real‑world variation.
Installation cost matters. By eliminating combustion air fans and keeping the burner assembly compact, we help keep total project costs under control.
Maintenance should be predictable. Our burners are built with accessibility in mind, and we provide clear documentation and support when service is needed.

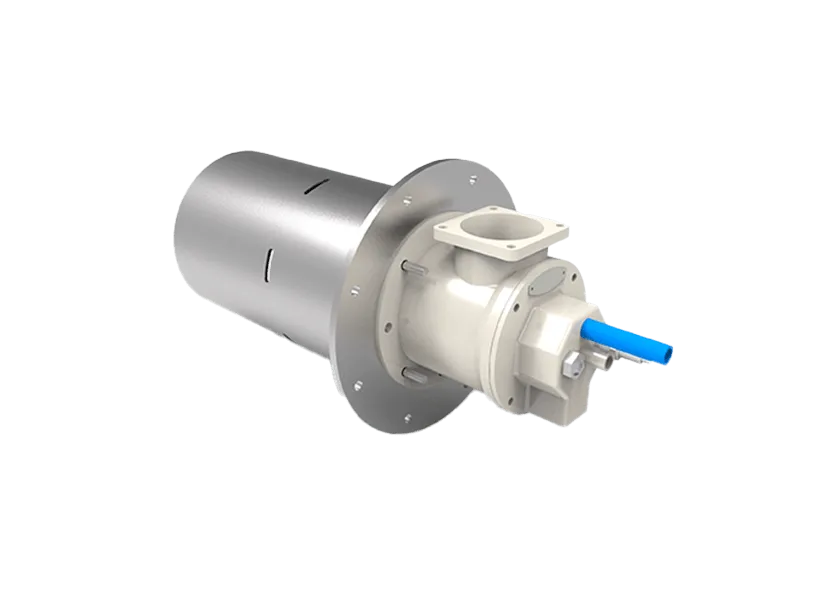
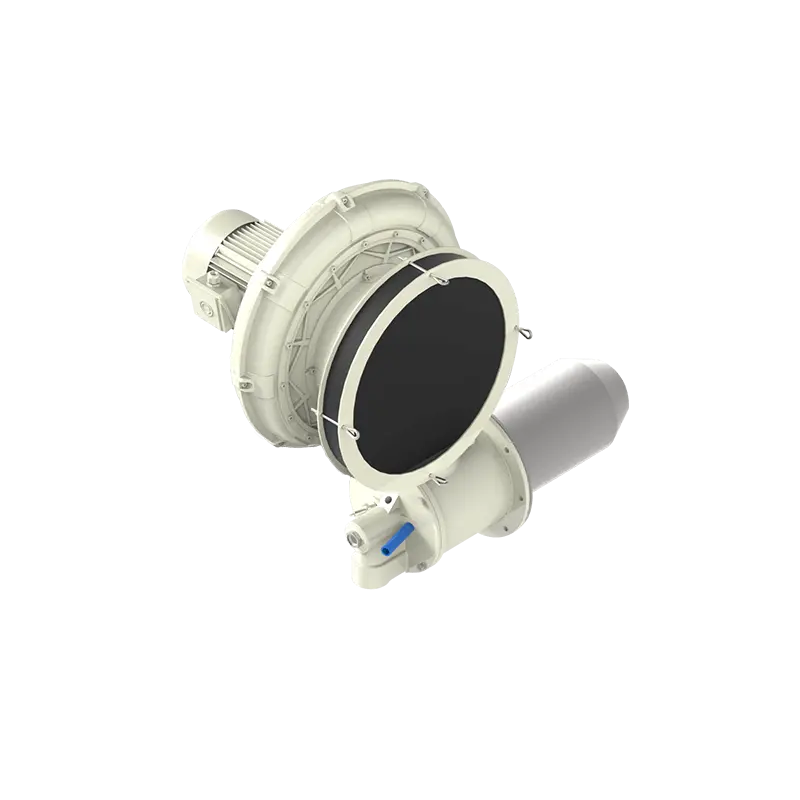
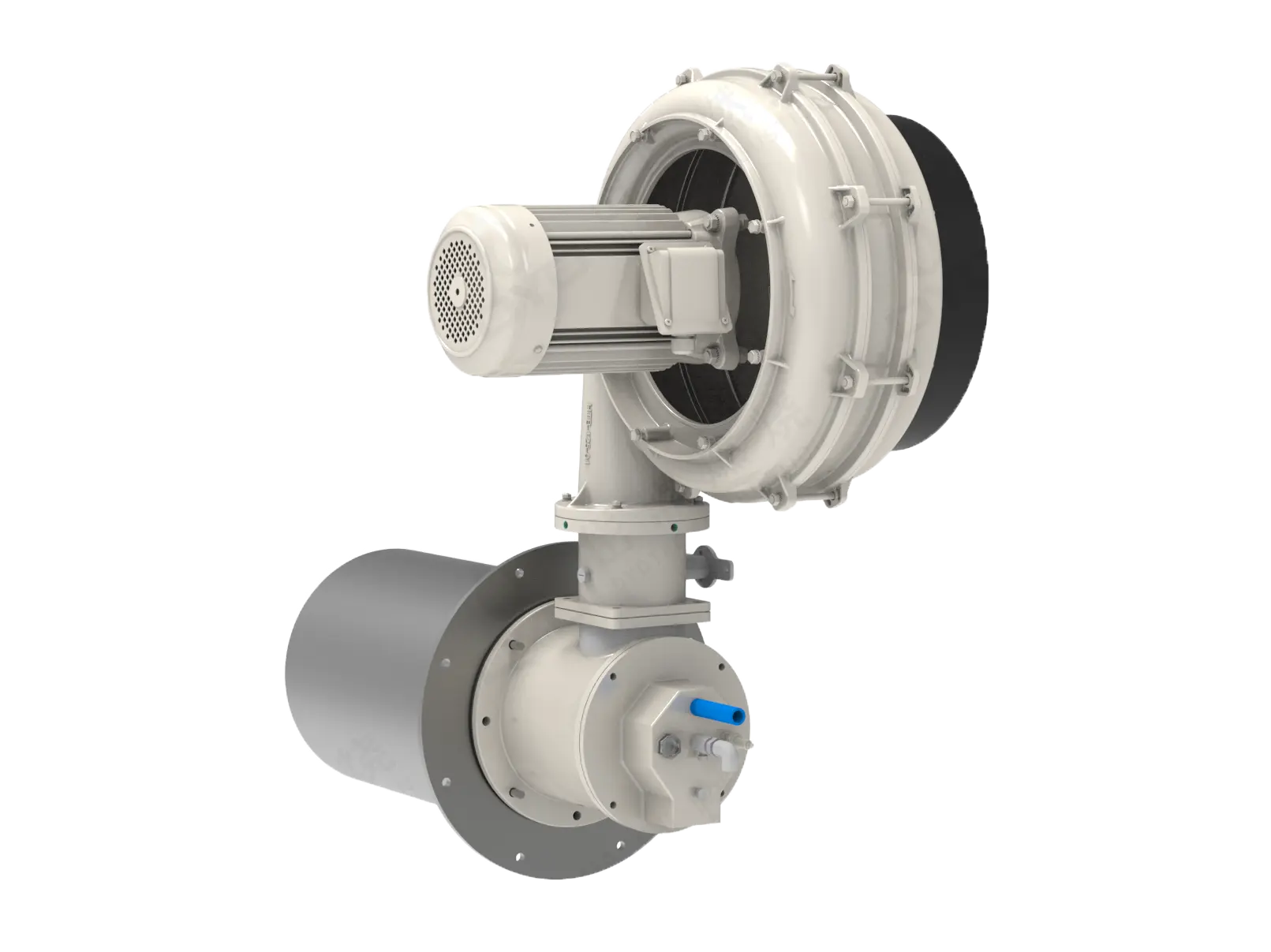
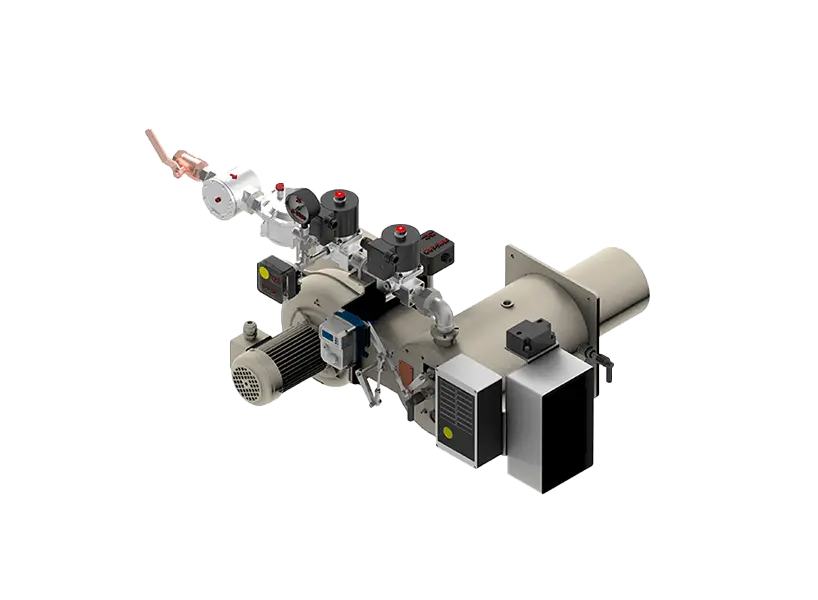
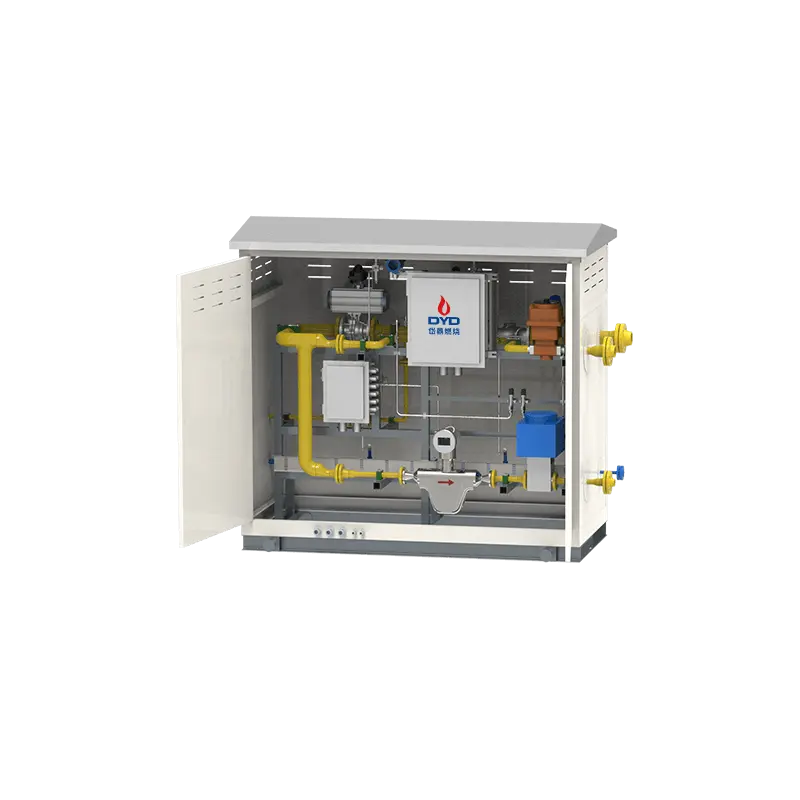
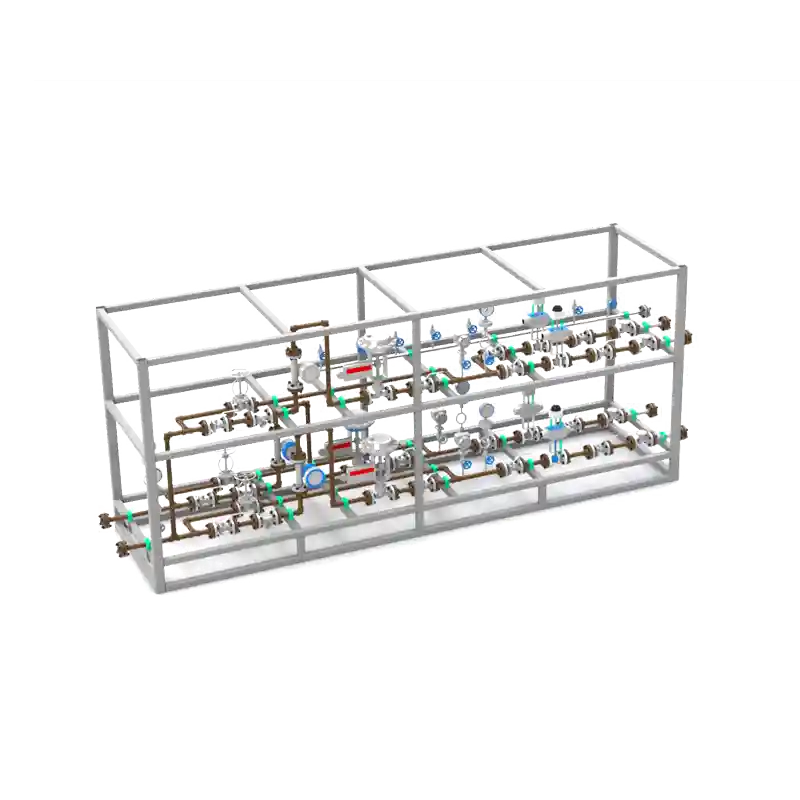
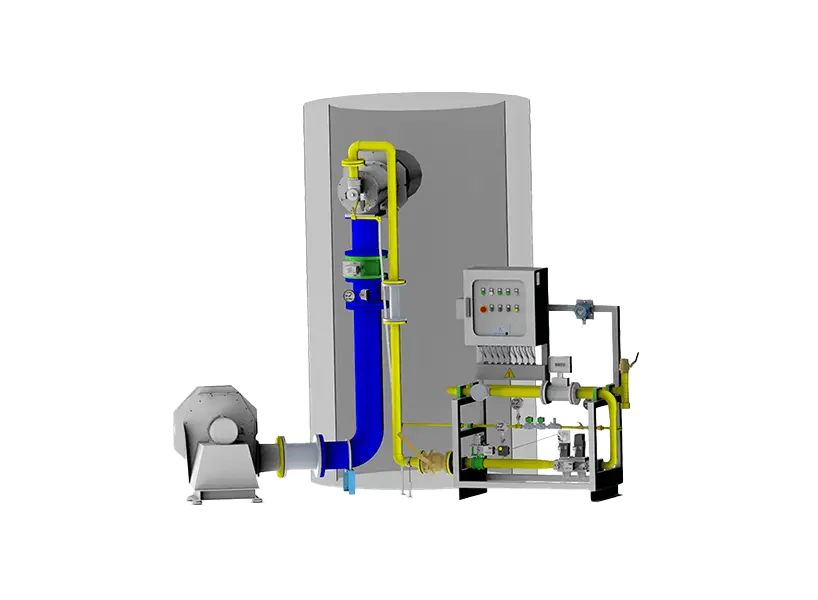
(HRSG duct burner manufacturer)
As a manufacturer, we take responsibility for the long‑term performance of our equipment. We provide technical documentation, commissioning assistance, and spare parts support. When questions come up years after installation—whether about operation at reduced load or replacement components—our team can still provide answers.
If you are evaluating HRSG duct burners for a new combined cycle plant or looking to upgrade an existing system, we are happy to share our experience. Every project is different, and we prefer to start by understanding your specific exhaust conditions, steam requirements, and site constraints.
Contact our engineering team or request a capabilities overview to see whether the Fludfire series is a fit for your application.