In the field of industrial combustion, environmental protection and energy efficiency have become core priorities. With increasingly stringent environmental regulations worldwide, the demand for low nitrogen combustion technology continues to grow. As a specialized manufacturer of low NOx burners, we are committed to developing and supplying ultra-low NOx burners that meet high environmental standards, helping industries achieve a smooth transition toward sustainable operations.
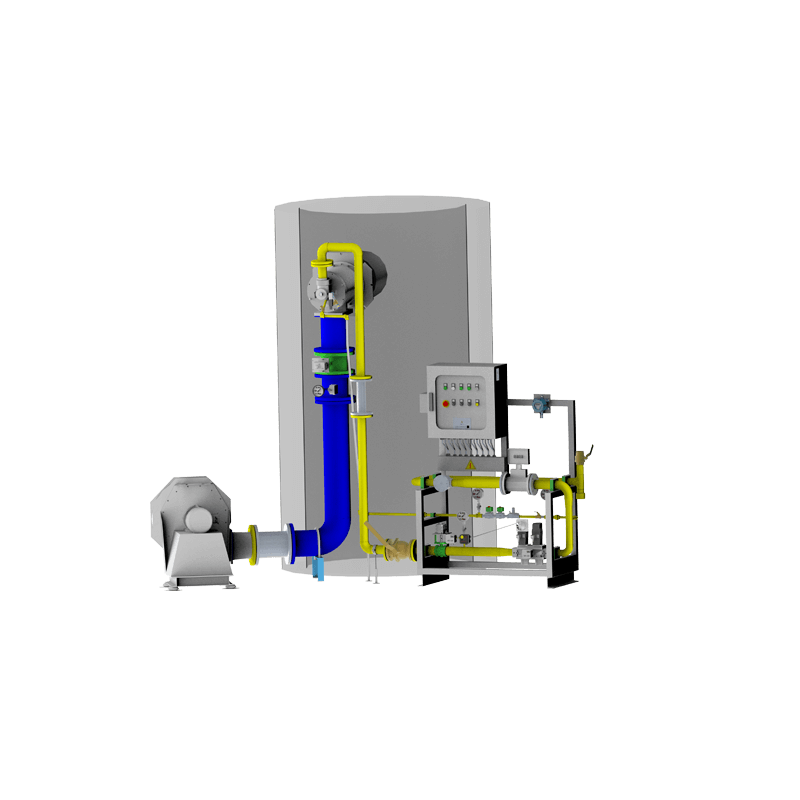
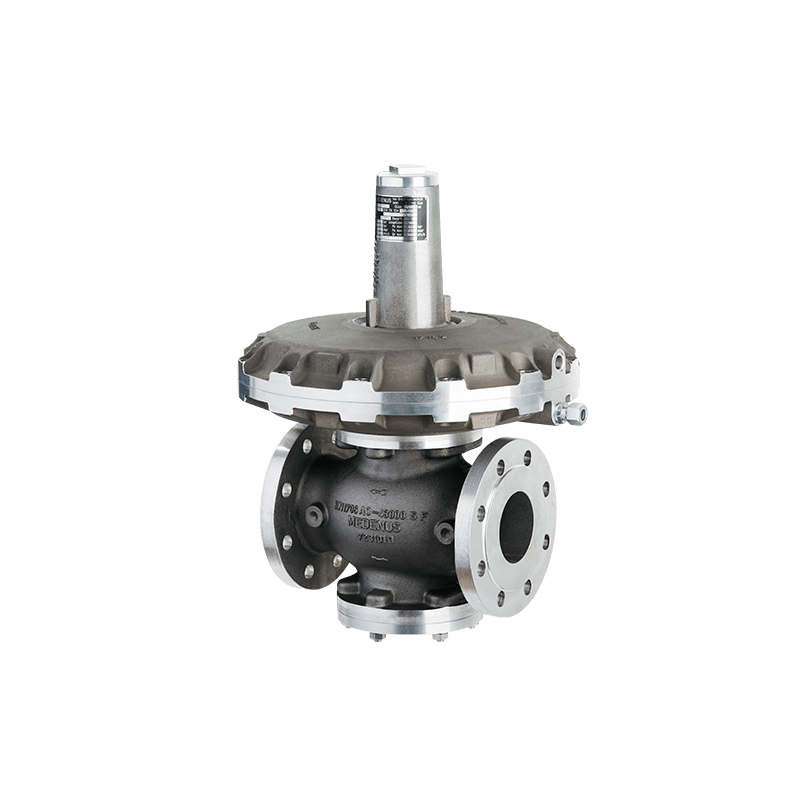
A low NOx burner is an industrial combustion device designed to reduce nitrogen oxide (NOx) emissions by optimizing the combustion process. Key technologies include air and fuel staging, flameless combustion, and flue gas recirculation (FGR), which suppress the formation of NOx at the source and enable cleaner combustion.
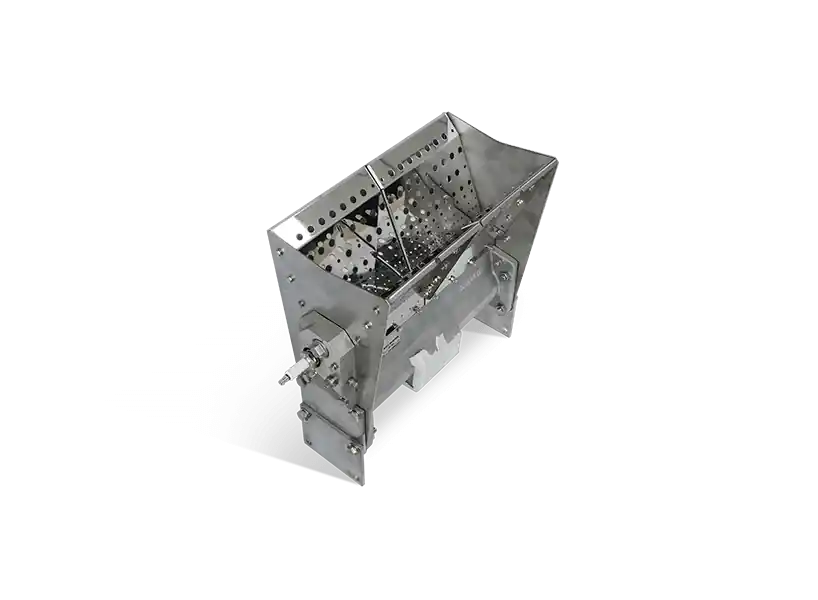
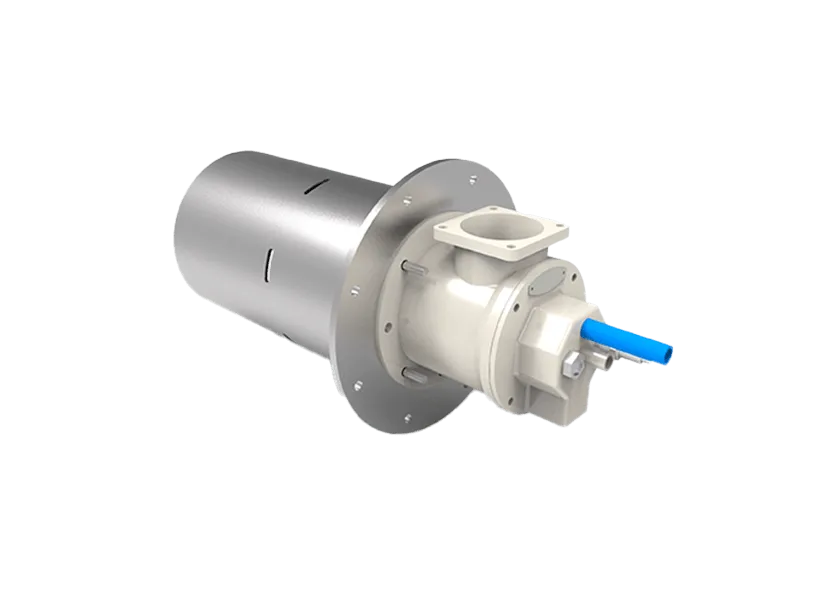
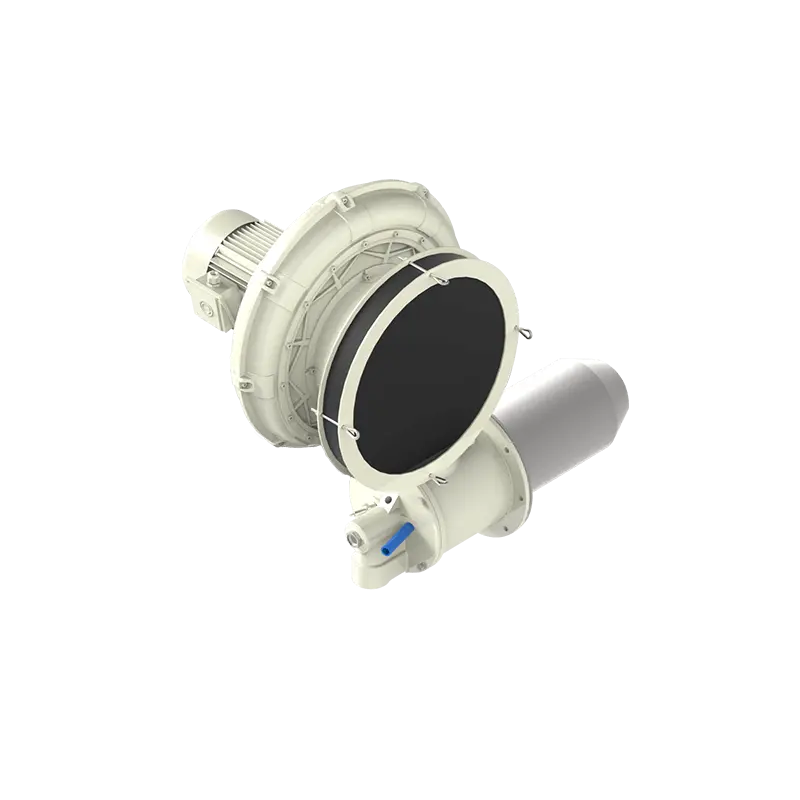
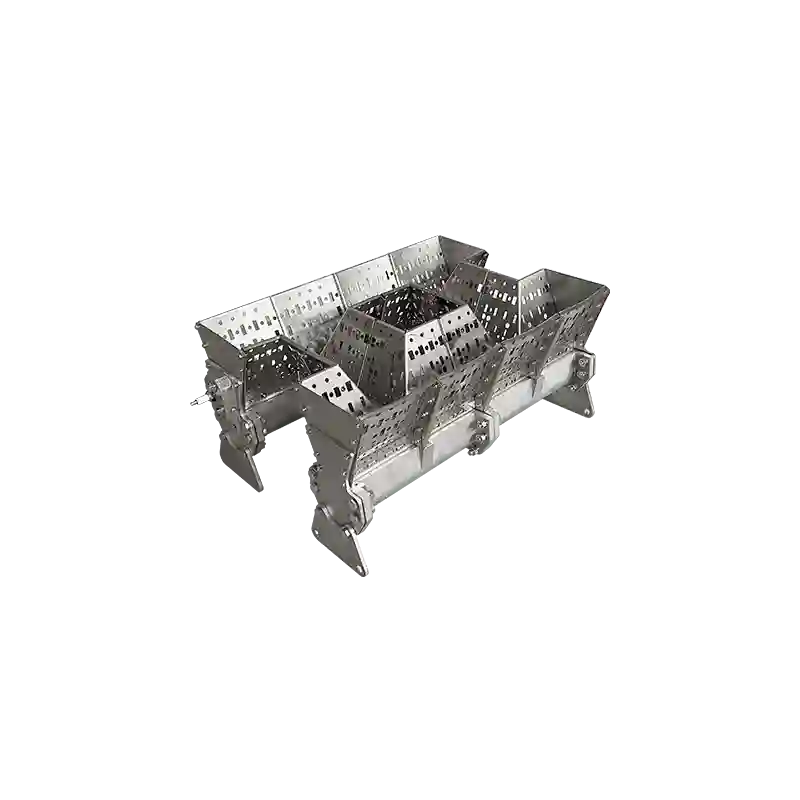
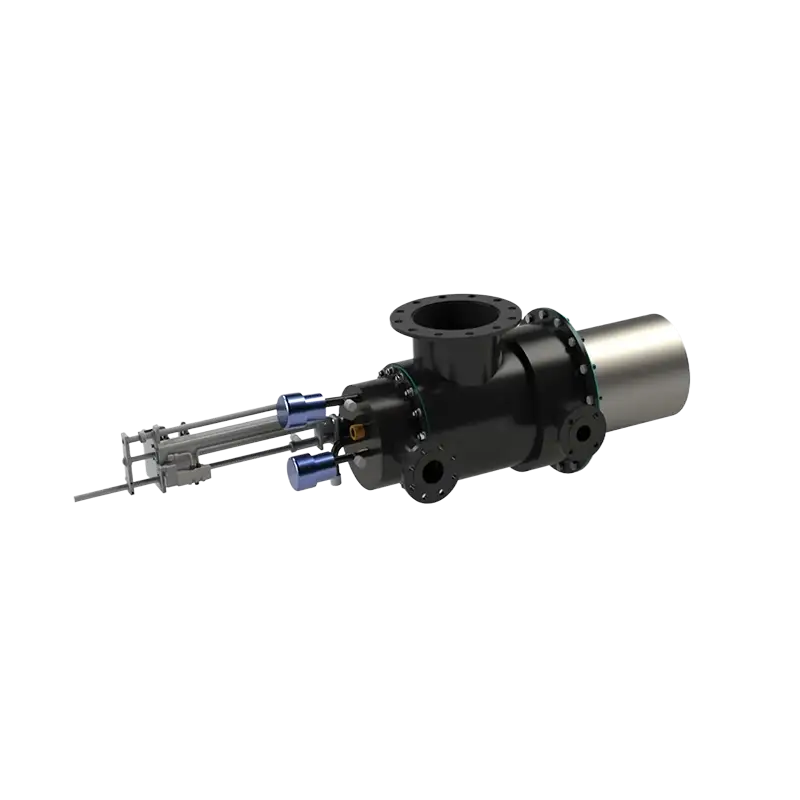
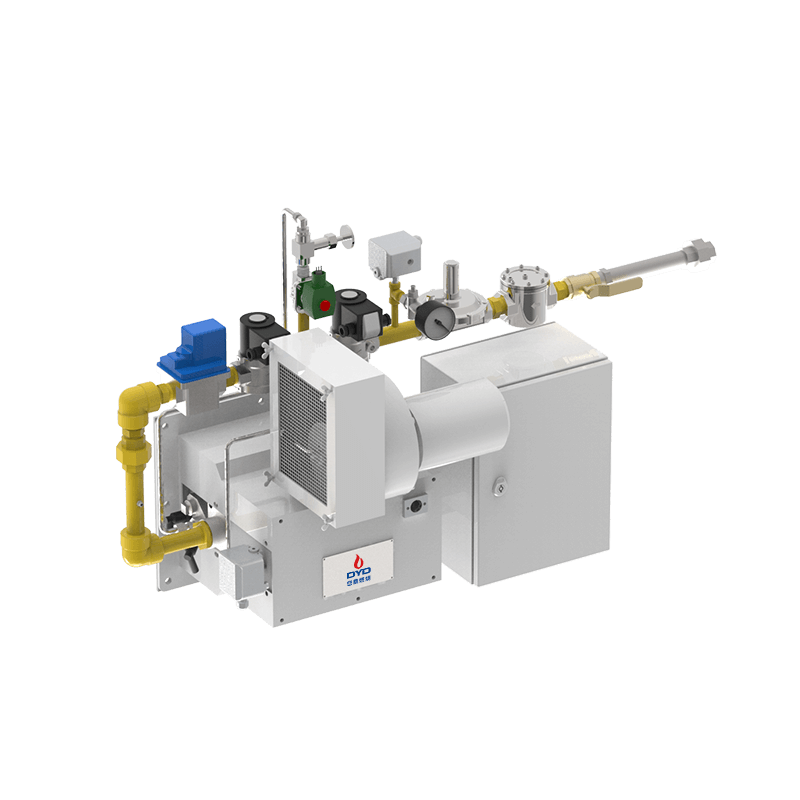
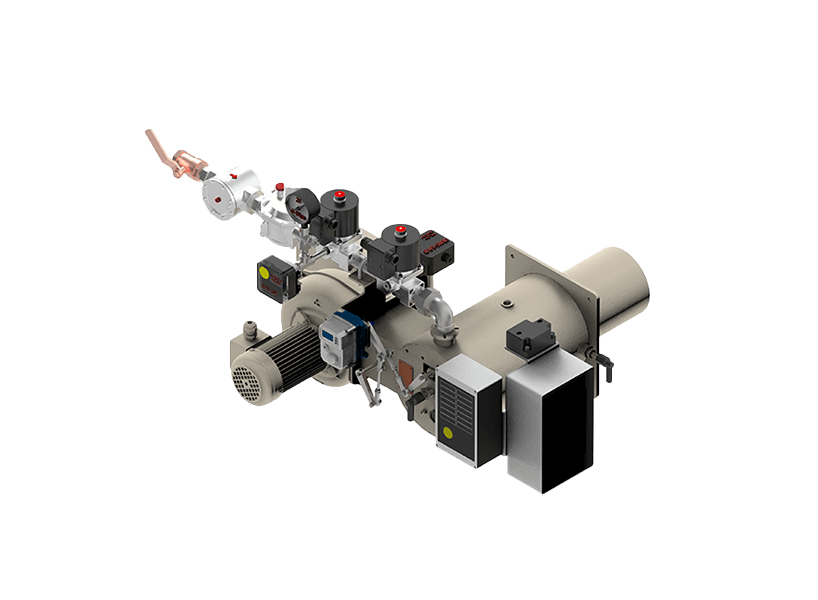
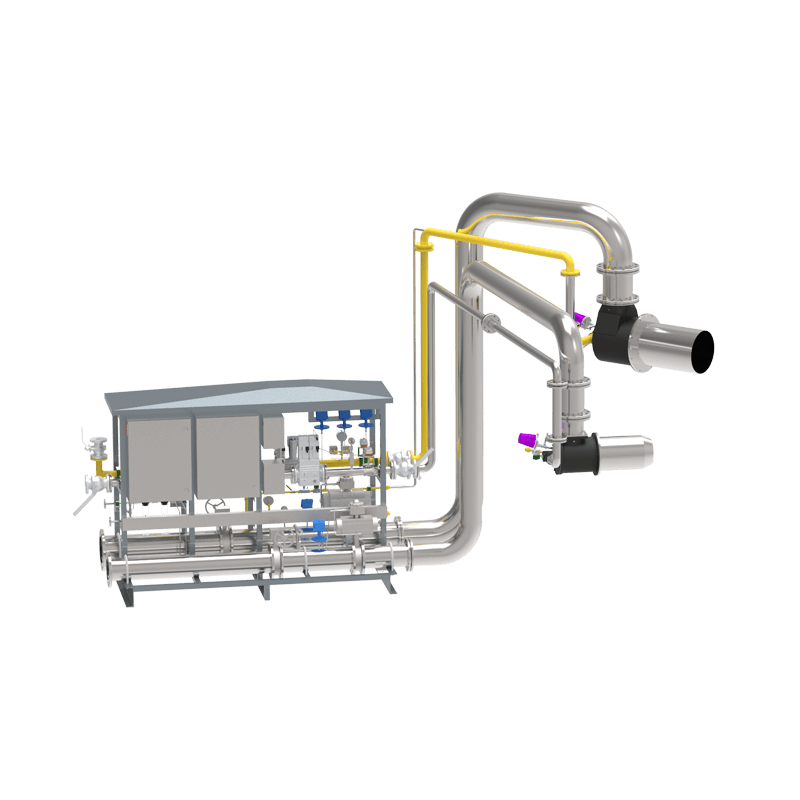
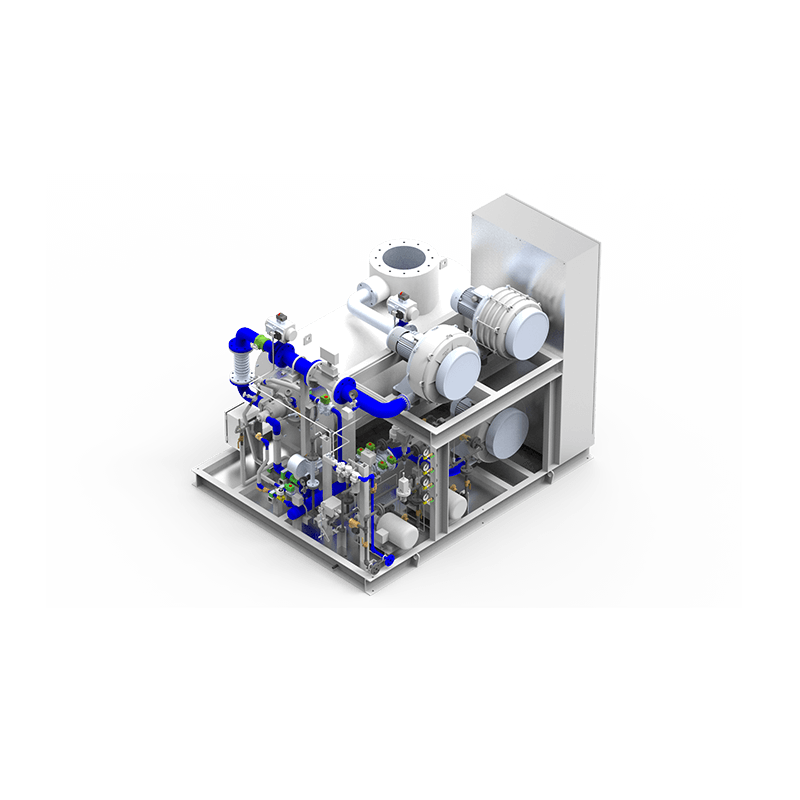
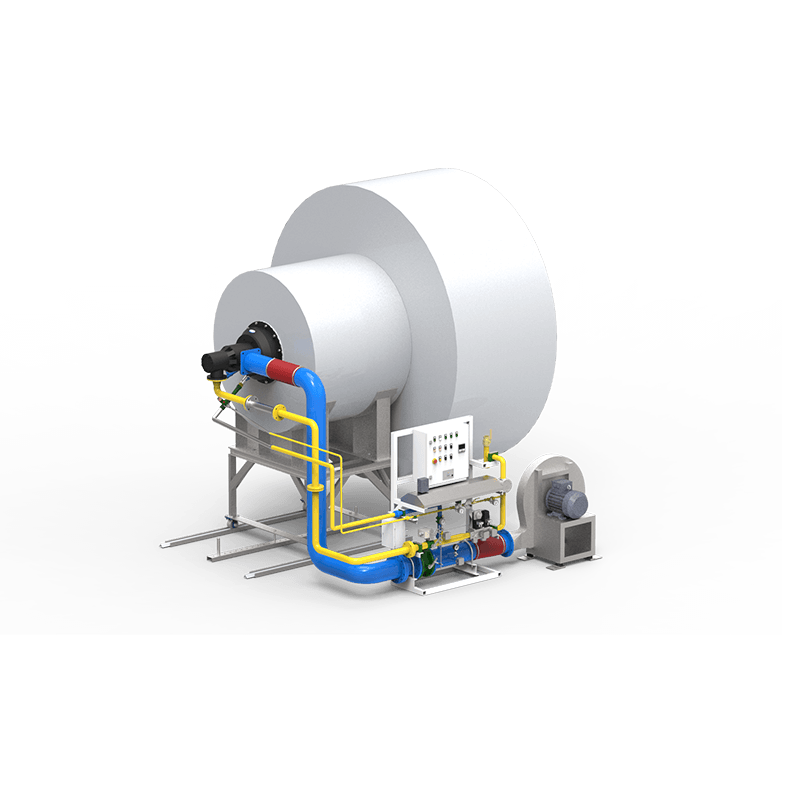
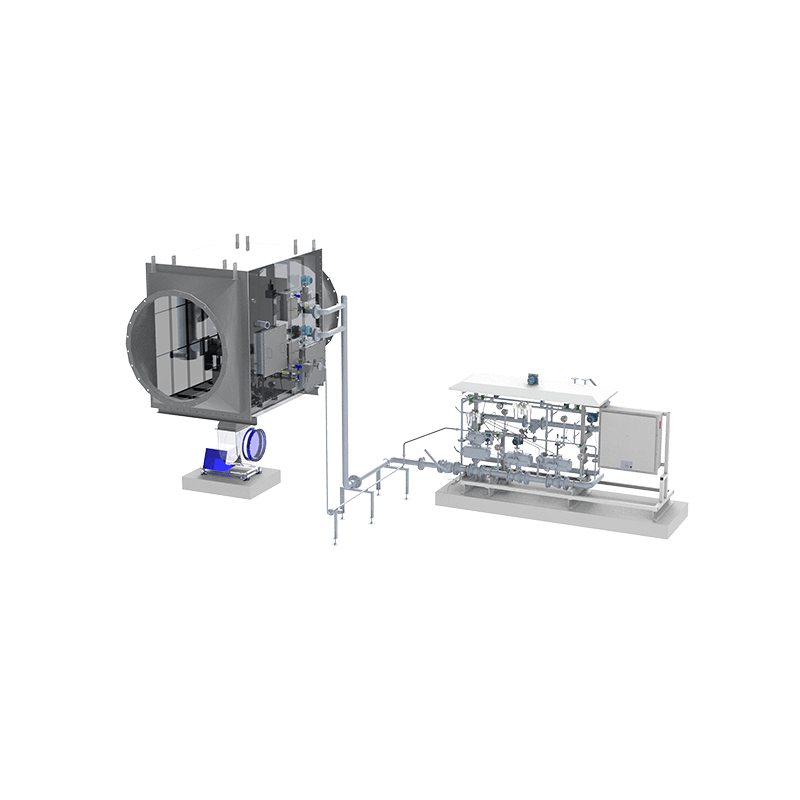
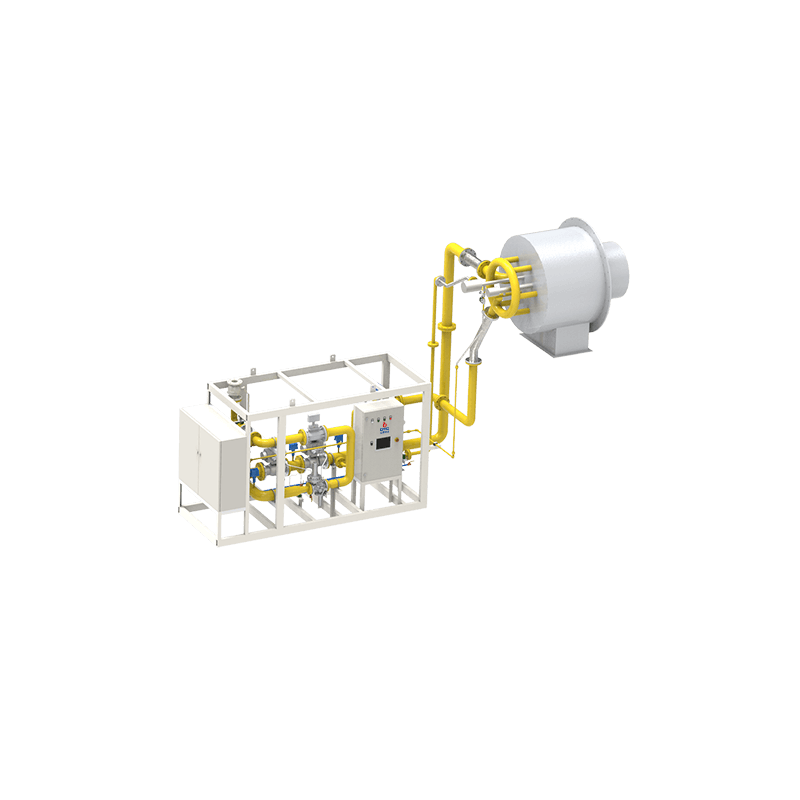
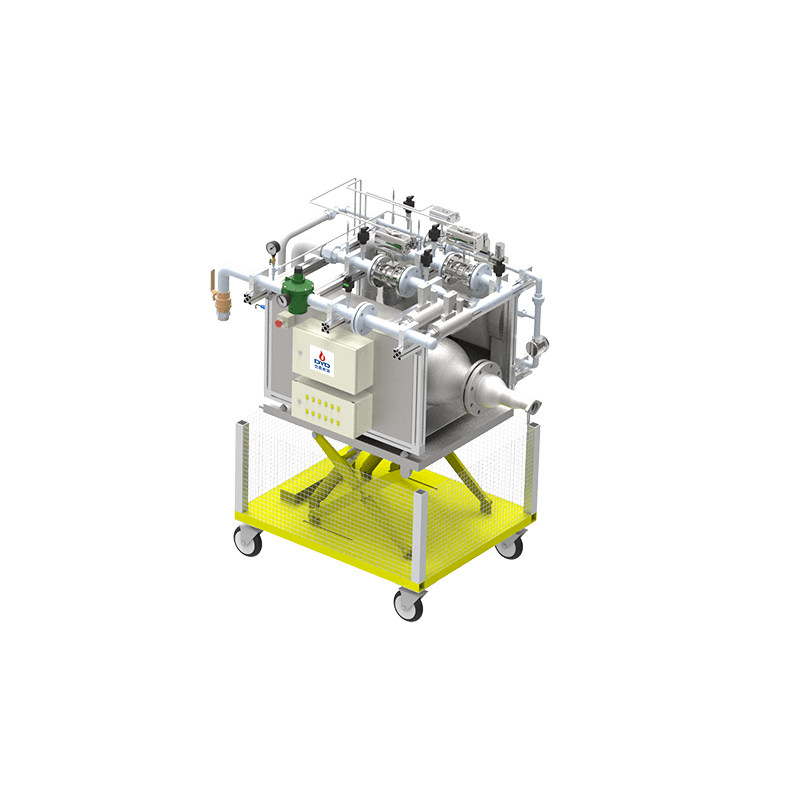
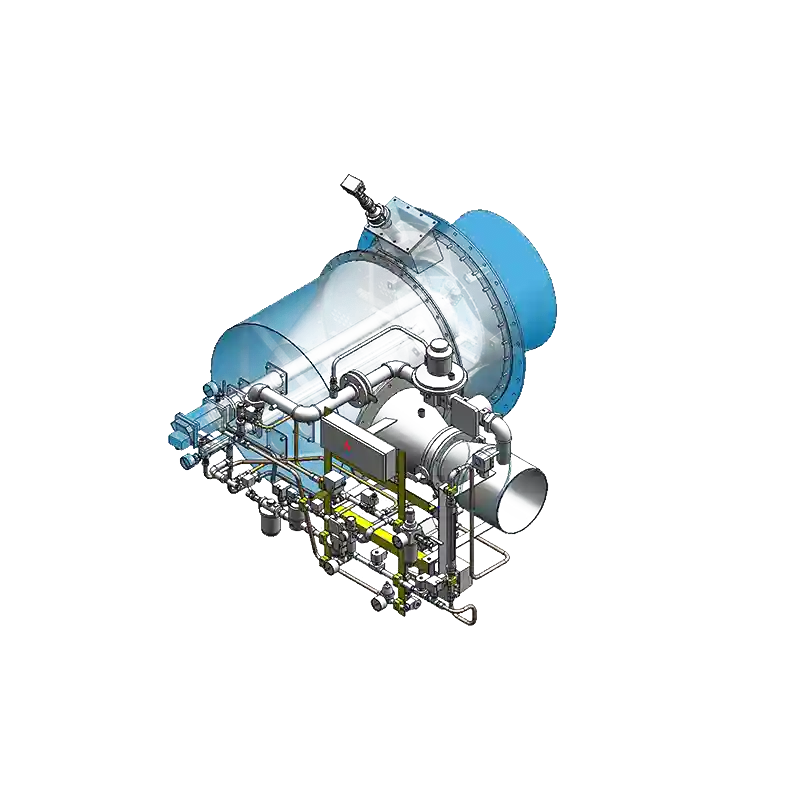
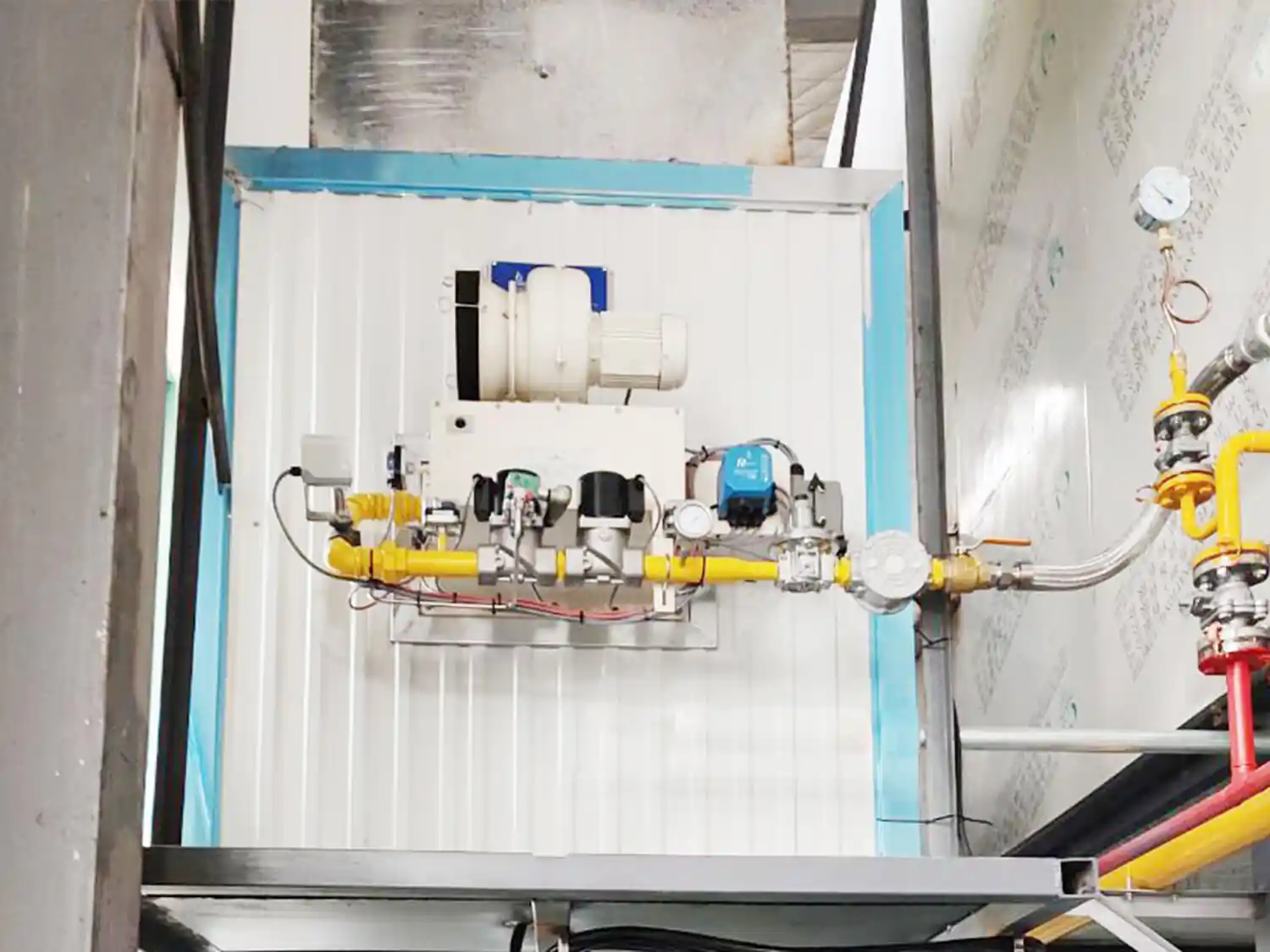
Take the Ranoxflame series ultra-low NOx burner, developed by Rapidflame in the UK, as an example. It incorporates several advanced features:
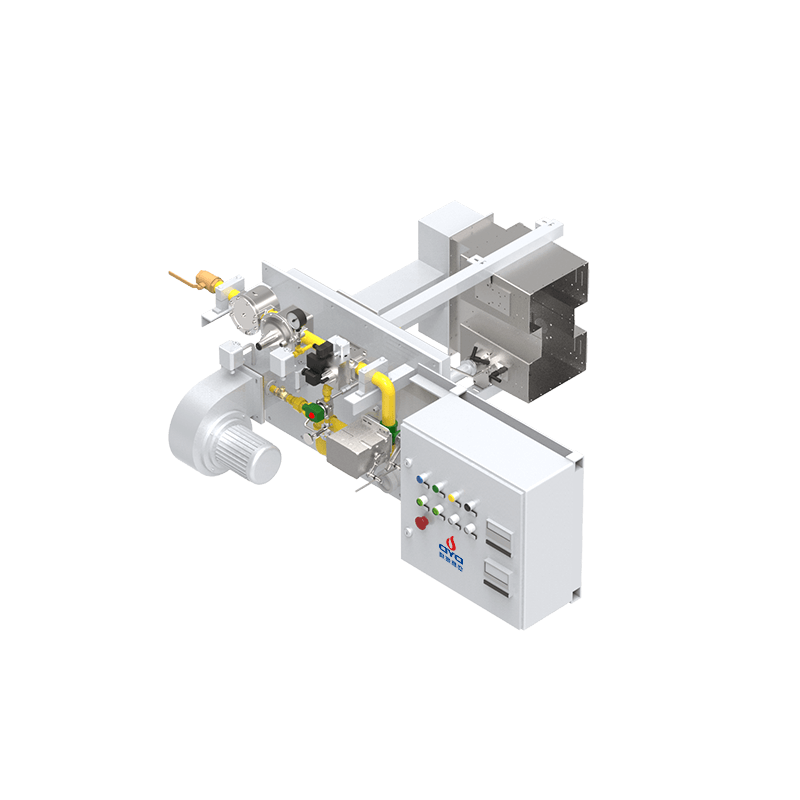
Extremely Low NOx Emissions: NOx levels as low as 50mg/Nm³ (at 3% O₂) without FGR, and further reduced to 30mg/Nm³ with FGR integrated, exceeding national environmental standards.
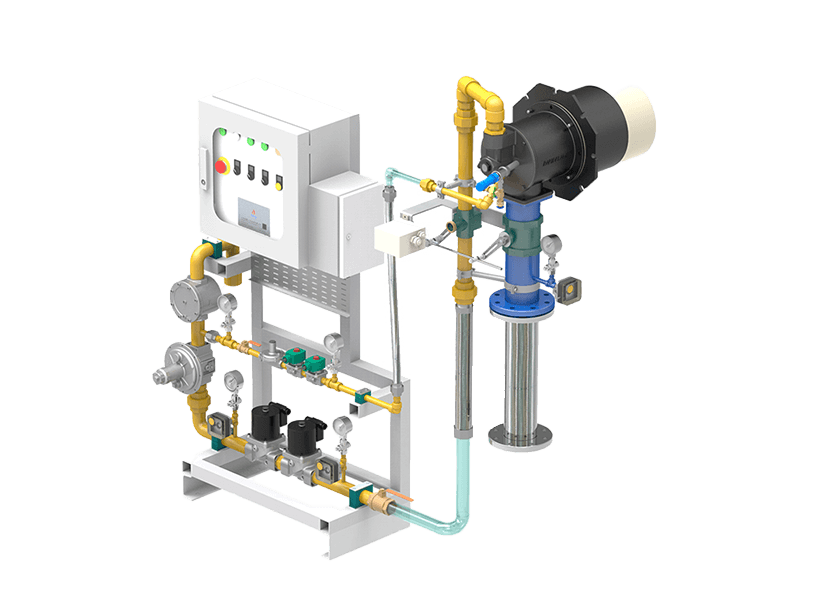
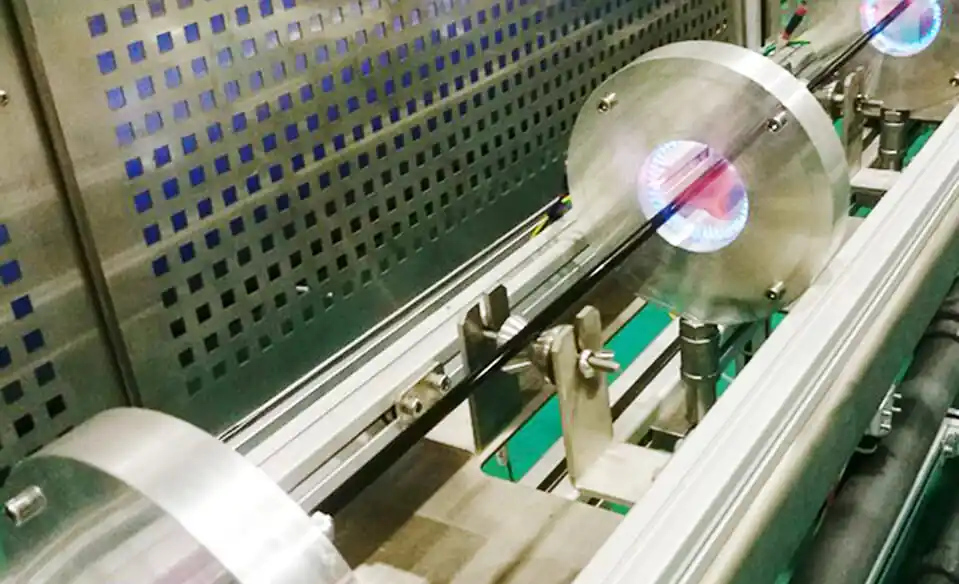
High Efficiency & Energy Savings: Air and fuel staging technology ensures optimal mixing and stable combustion, uniform flame temperature, and significantly improved thermal efficiency.
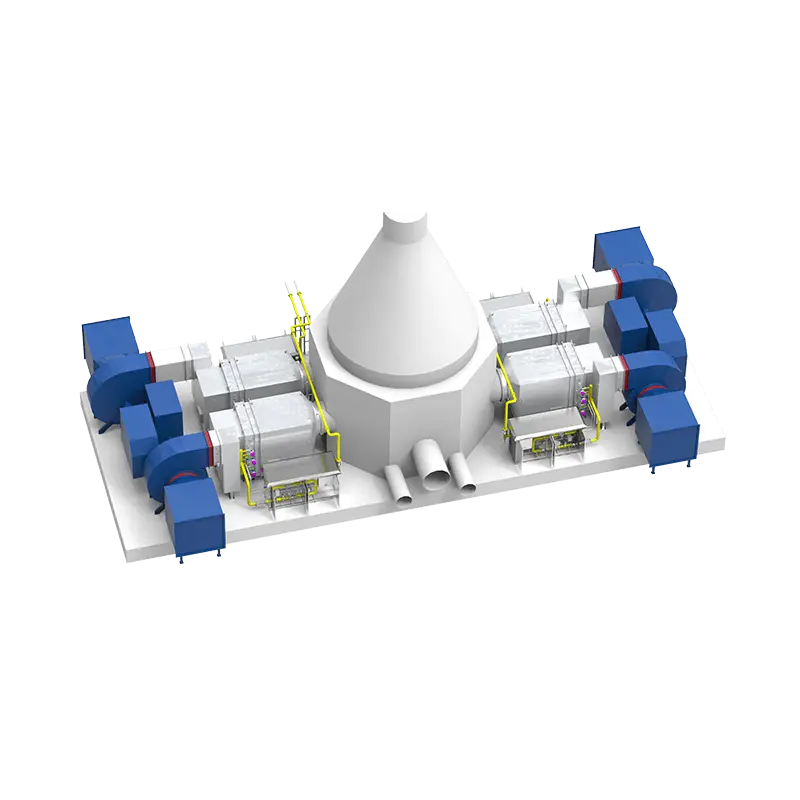
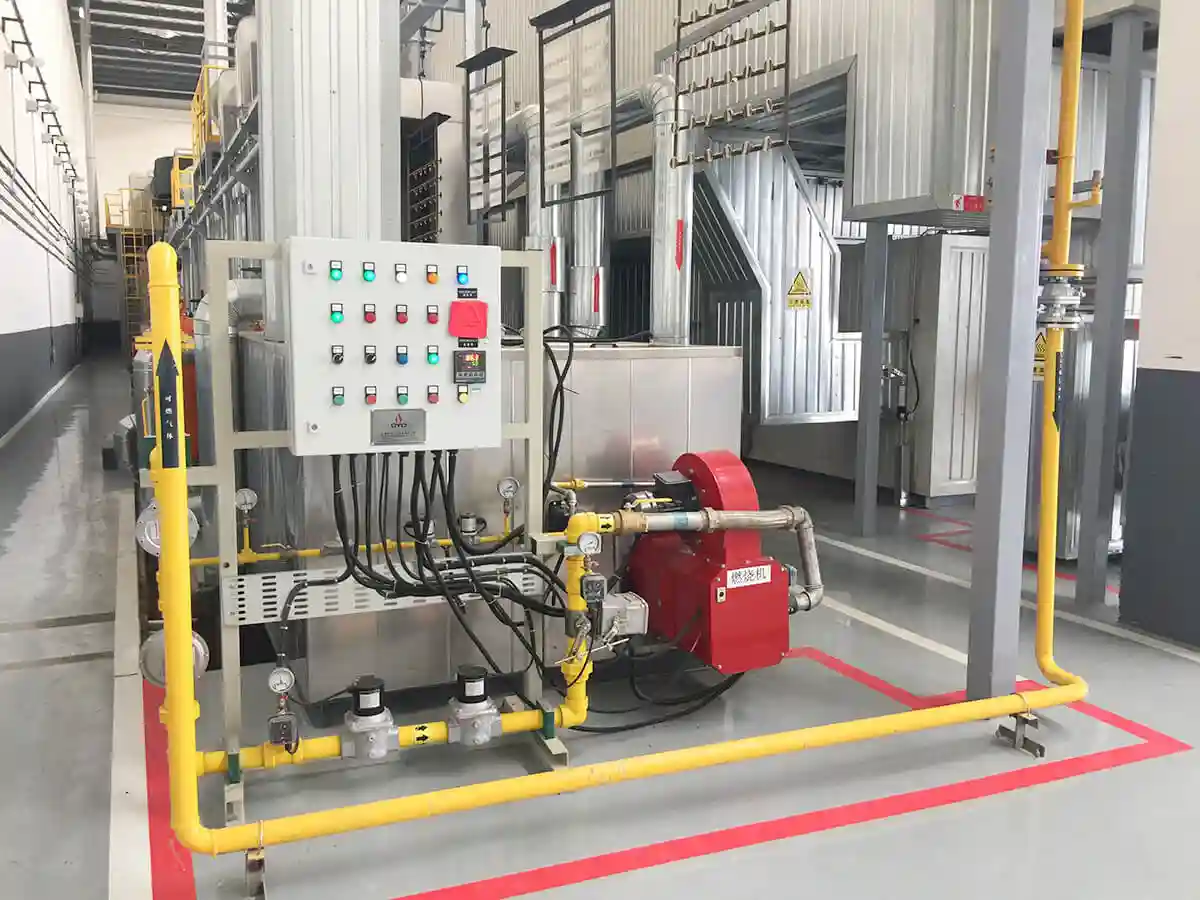
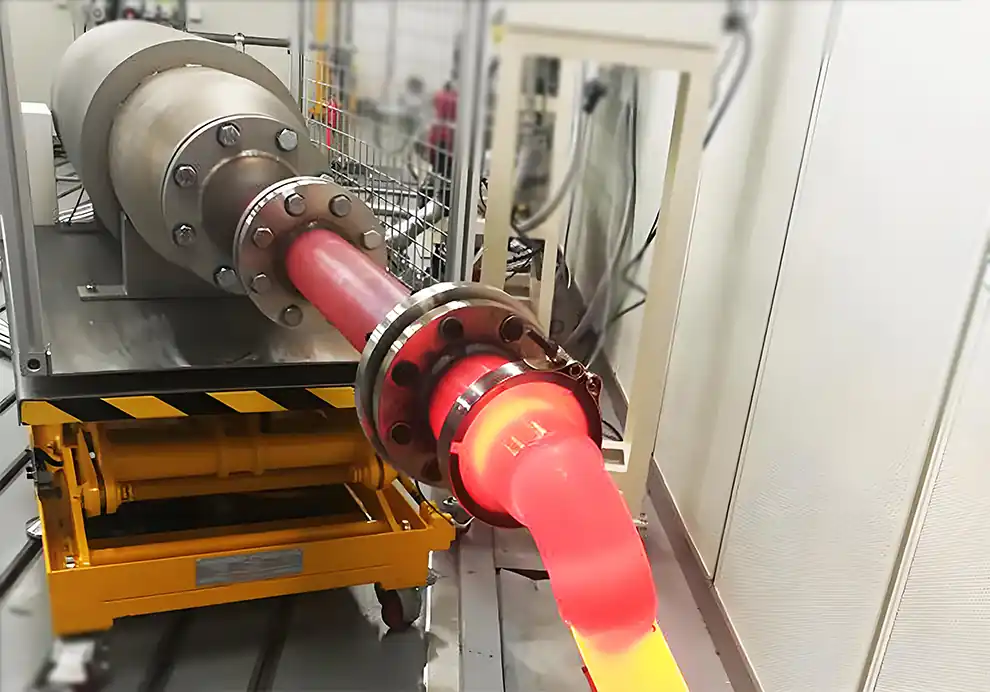
Wide Power Modulation: Flexible adjustment across multiple power ranges makes it suitable for various operating conditions, including high-temperature furnaces, air heaters, and forging furnaces.
Flameless Combustion Technology: Enhances operational safety, prevents localized overheating, and extends equipment service life.
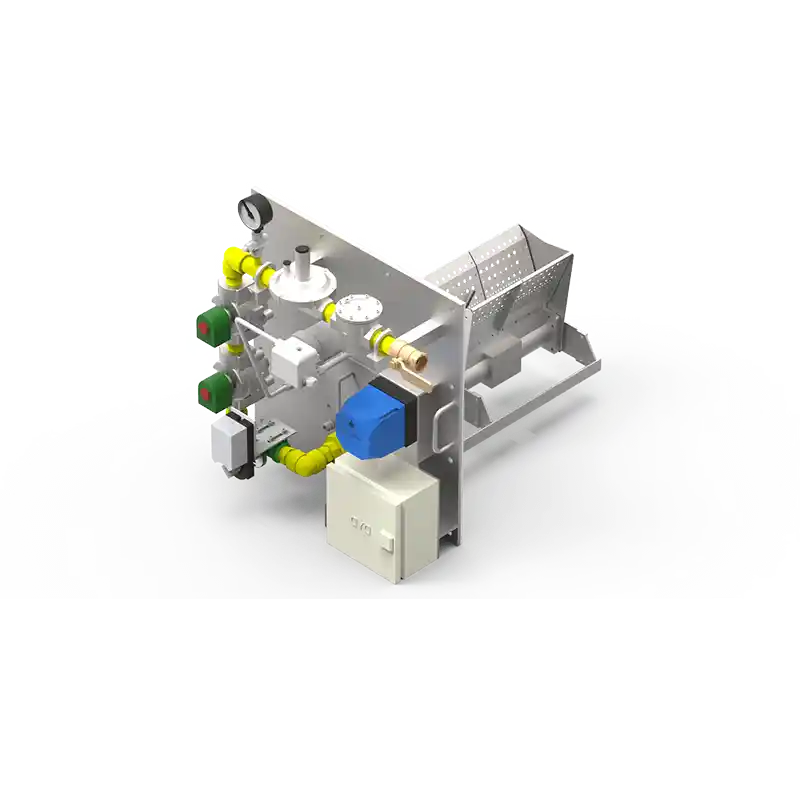
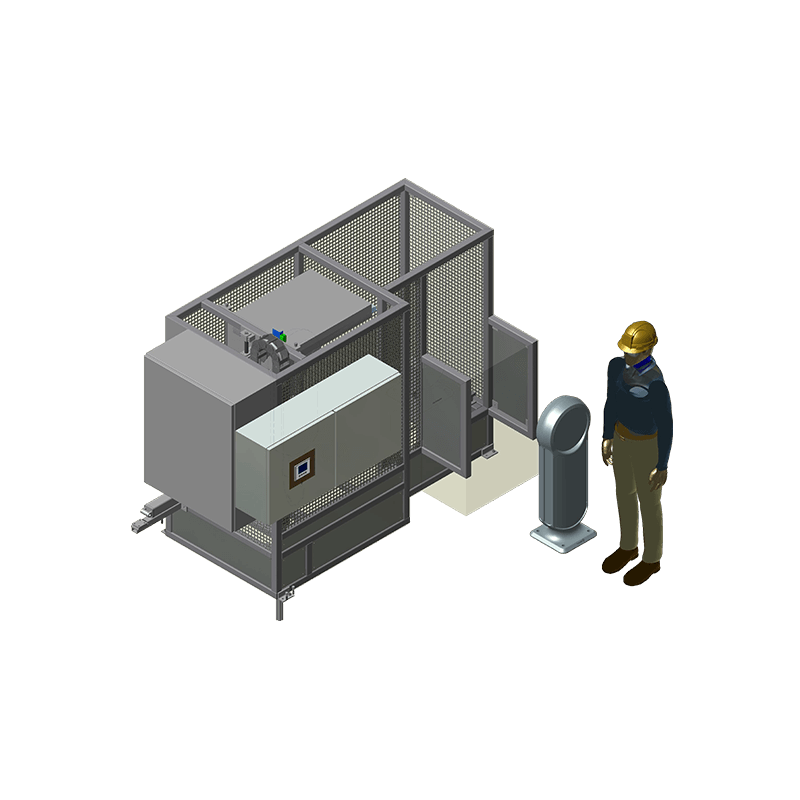
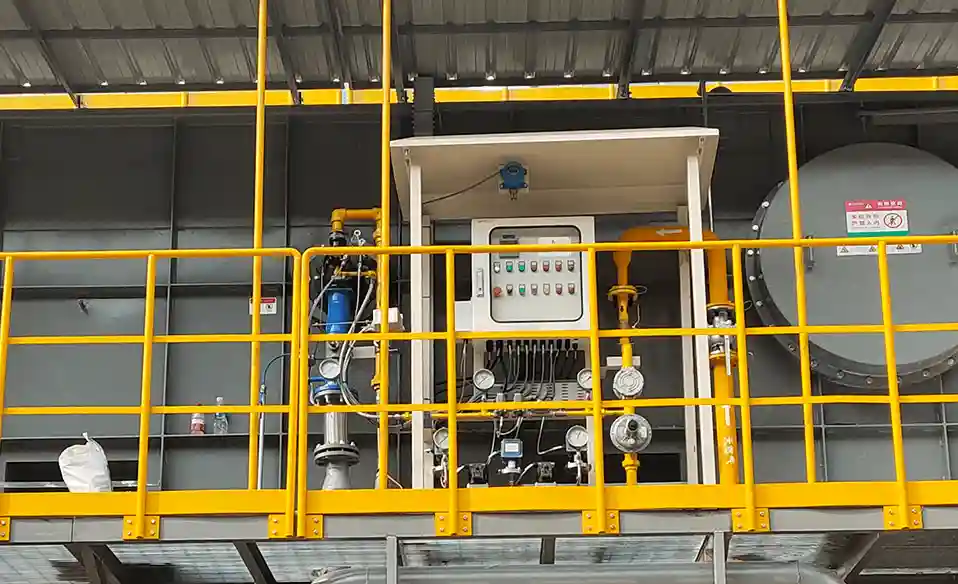
Selecting a reliable low NOx burner manufacturer is critical for both performance and compliance. As a manufacturer with in-house R&D and production capabilities, we not only supply high-performance burners but also offer customized solutions based on specific operational conditions. From material selection to structural design, our burners are built with high-temperature-resistant cast steel and stainless steel to ensure stable performance under extreme conditions.
Our ultra-low NOx burners are widely used in sectors such as metallurgy, chemicals, ceramics, and building materials. They perform exceptionally well in high-temperature applications up to 1100°C. Whether for new projects or retrofitting existing systems, we provide integrated technical support and after-sales service to help companies meet environmental standards cost-effectively.
Under the global push for carbon reduction goals, the transition to low-carbon combustion equipment is essential. As a trusted low NOx burner manufacturer, we will continue to innovate in ultra-low nitrogen combustion technology, delivering more efficient and greener combustion solutions for our clients worldwide.
For more product information or technical support, feel free to contact us — let's build a sustainable industrial future together.