In today's industrial sector, where environmental regulations are increasingly stringent, Low NOx Burners have become an indispensable component for various heating equipment, boilers, and industrial kilns. Their high efficiency, clean operation, and low emission characteristics make them vital for energy saving and emission reduction. As the market grows, selecting a proficient Low NOx burner manufacturer with proven technical expertise and application experience is more crucial than ever.

(Low NOx Burner)
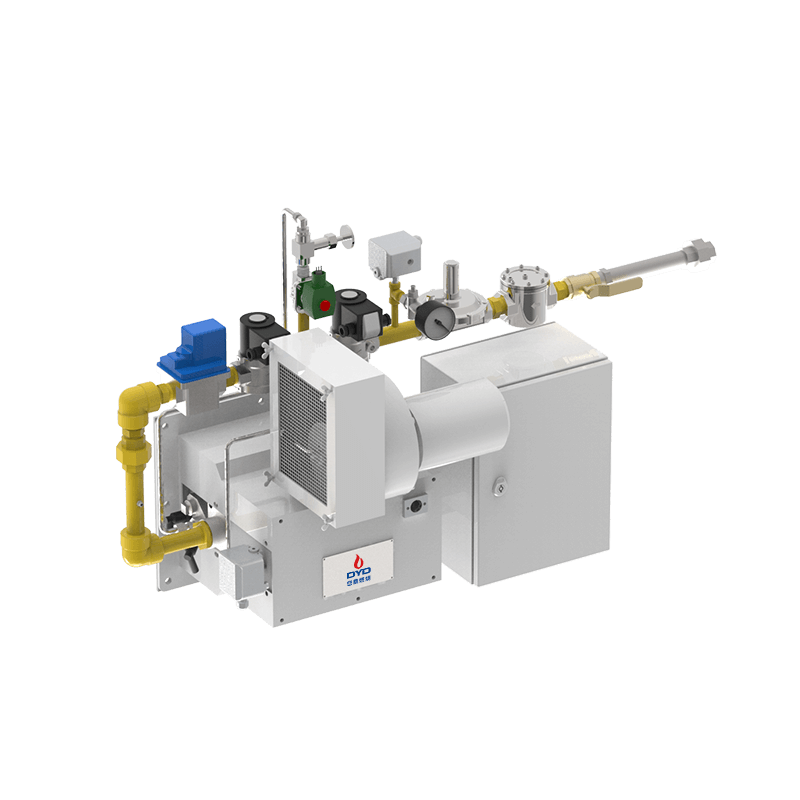
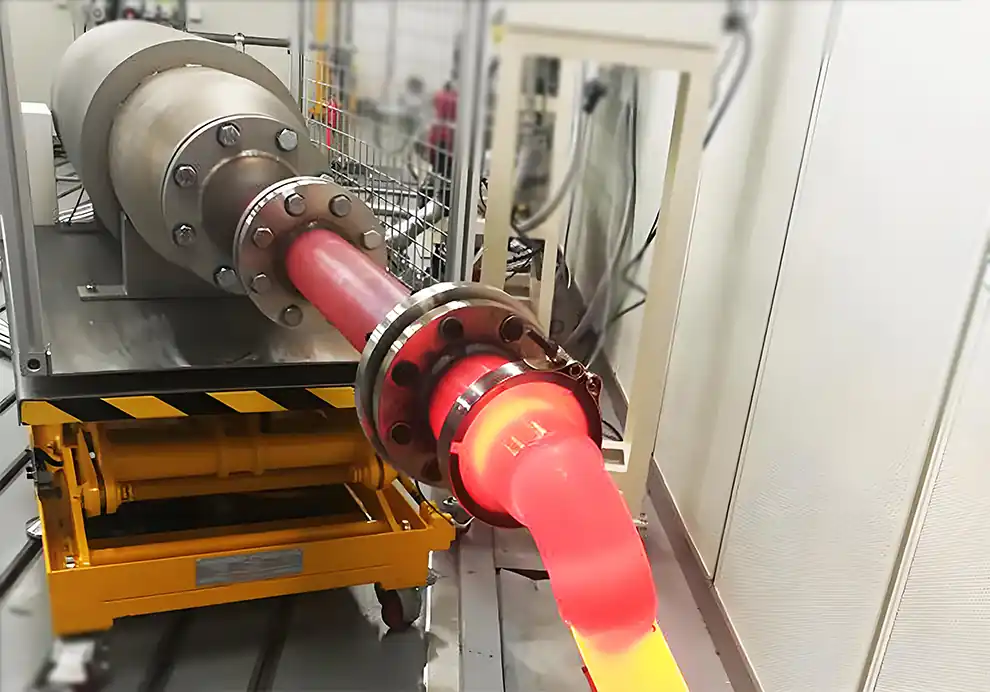
Unveiling the Core Technology of High-Performance Low NOx Burners
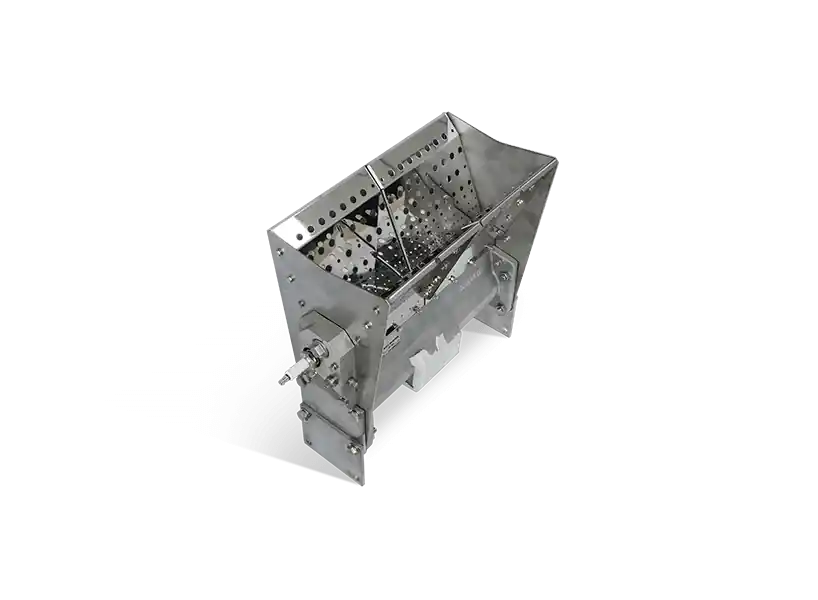
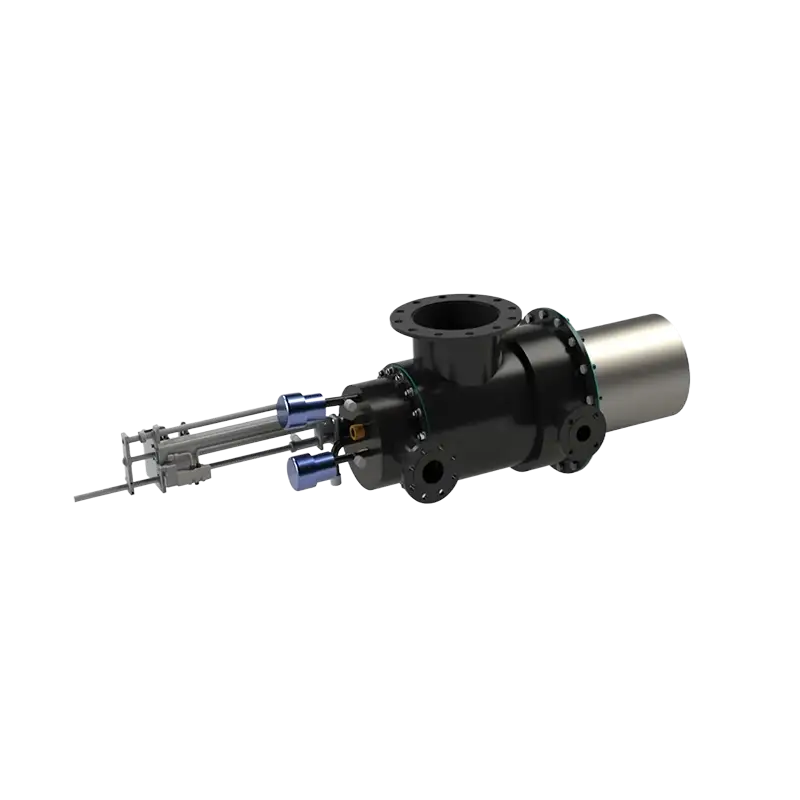
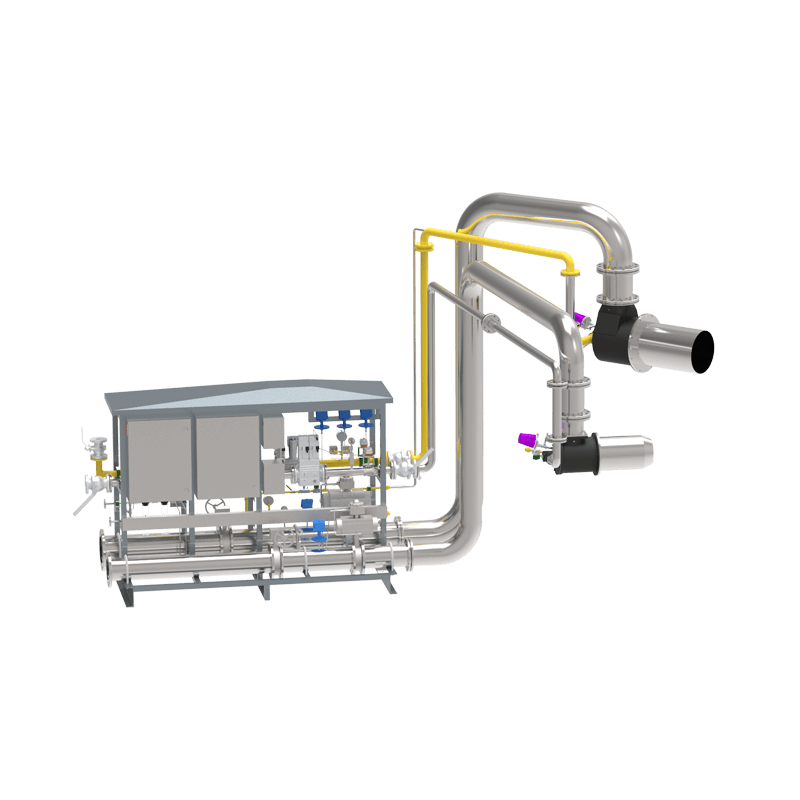
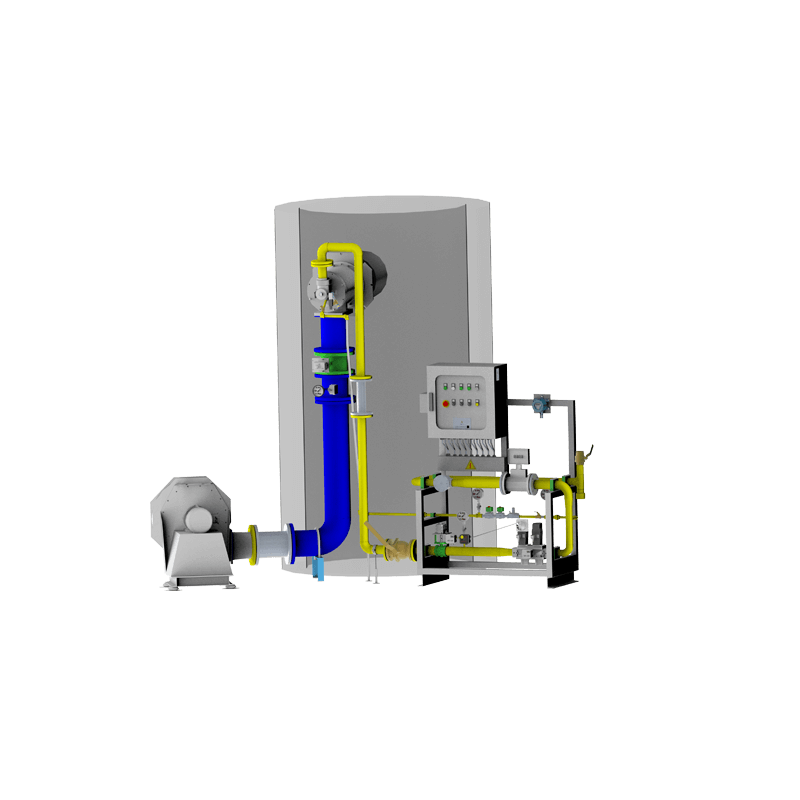
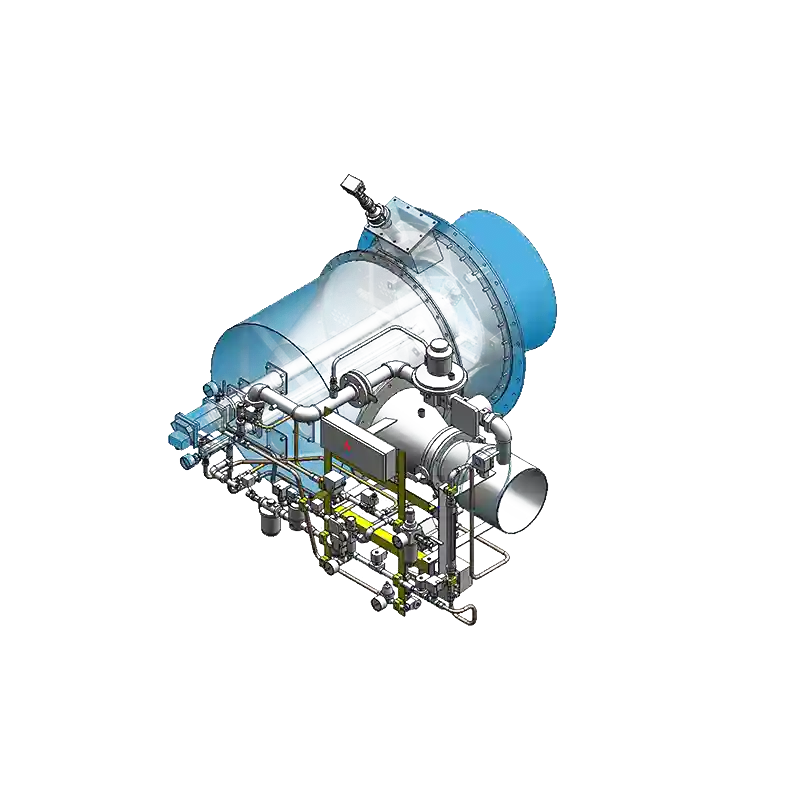
Take the DNX-C/H series High-Speed Low NOx Burner as a prime example. Its design prioritizes stability under high temperatures and effective control of nitrogen oxide emissions. It utilizes high-temperature resistant materials like a silicon carbide combustion chamber, and SUS 310S combustion head and flame tube. Capable of handling preheated air between 250°C and 500°C, it operates reliably in demanding environments with furnace temperatures up to 1200°C. The power range is extensive, from 66kW to 1240kW, and it boasts an impressive turndown ratio of 1:22, making it suitable for various fuel types including Natural Gas (NG) and Coke Oven Gas (COG).

(Low NOx Burner)
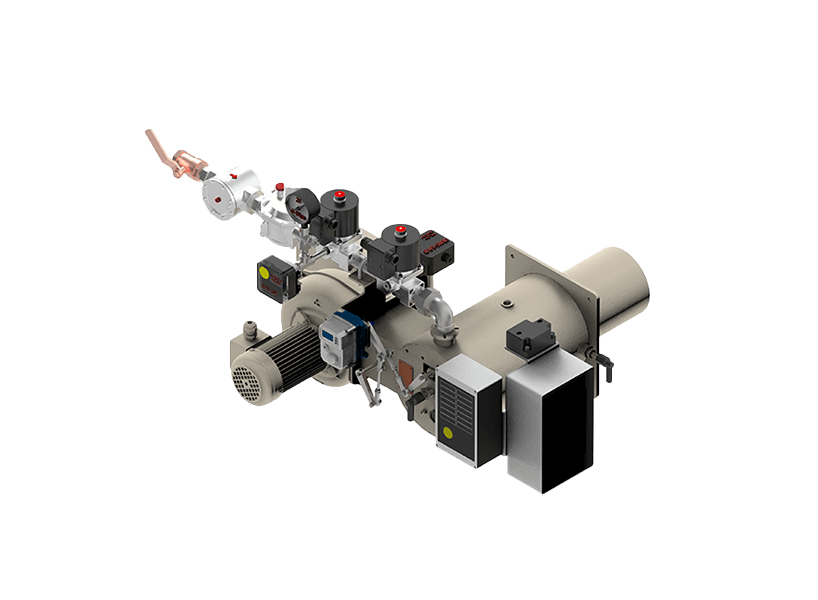
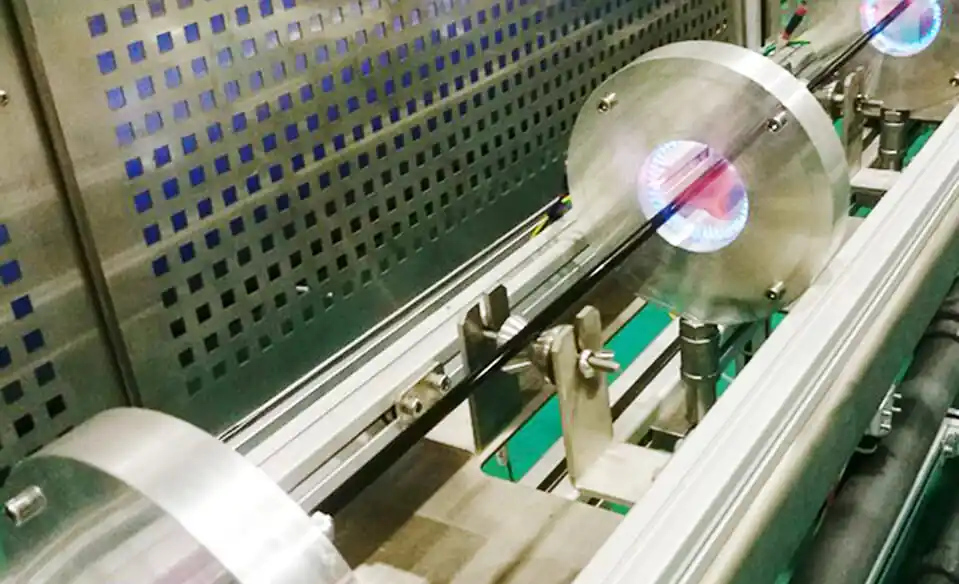
Adapting to Diverse and Complex Industrial Applications
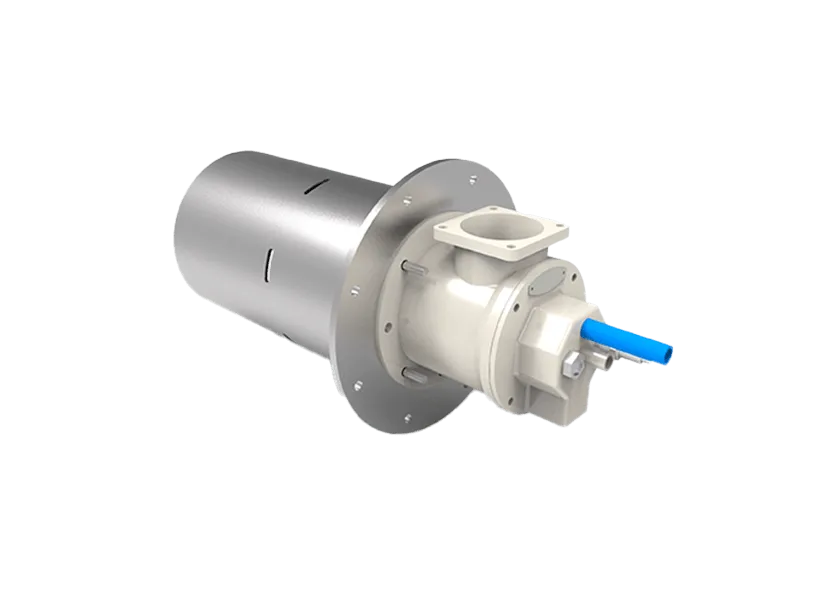
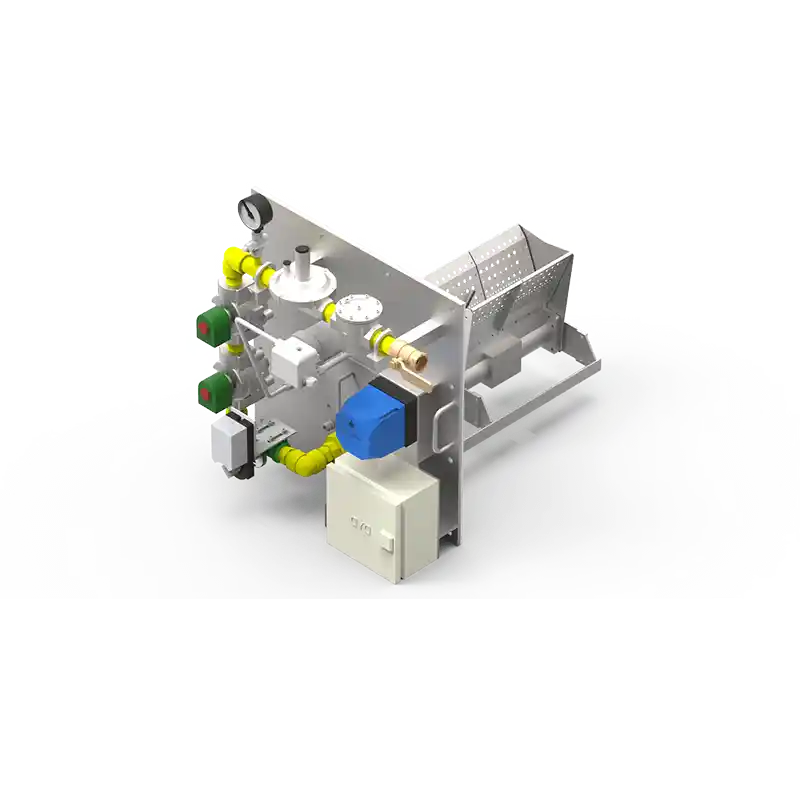
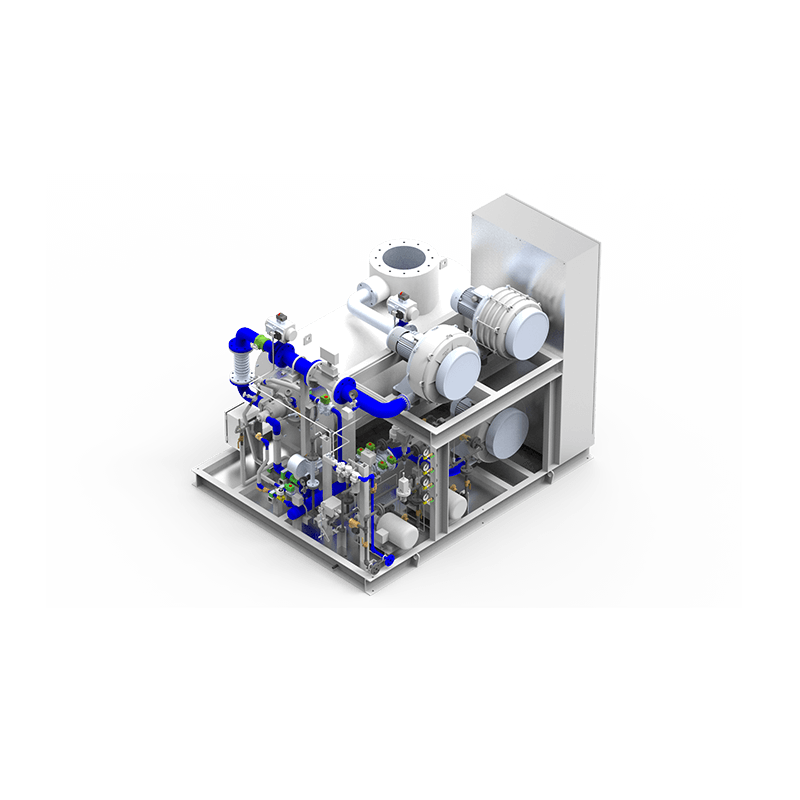
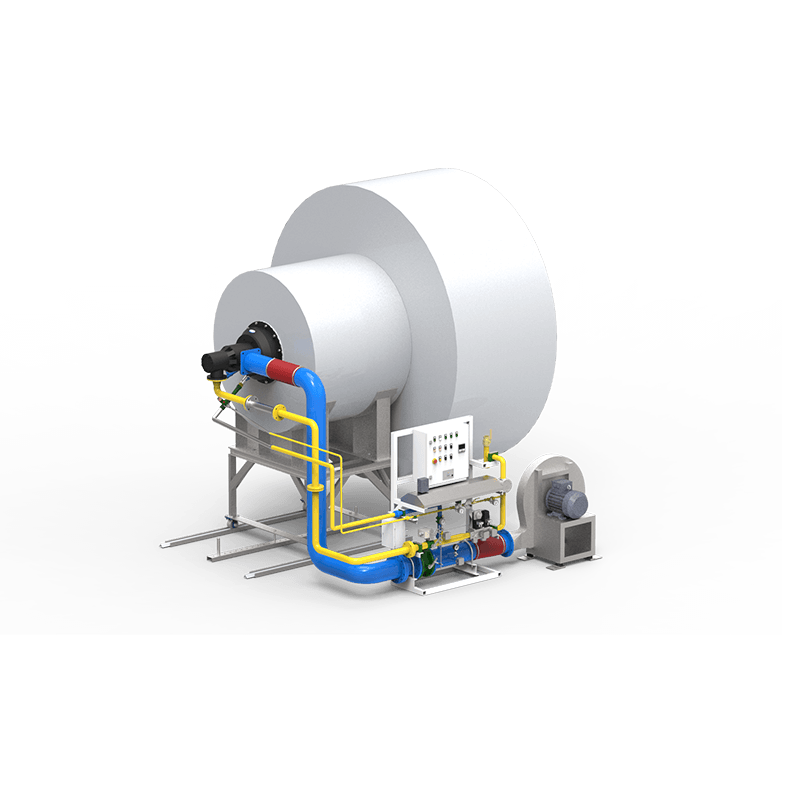
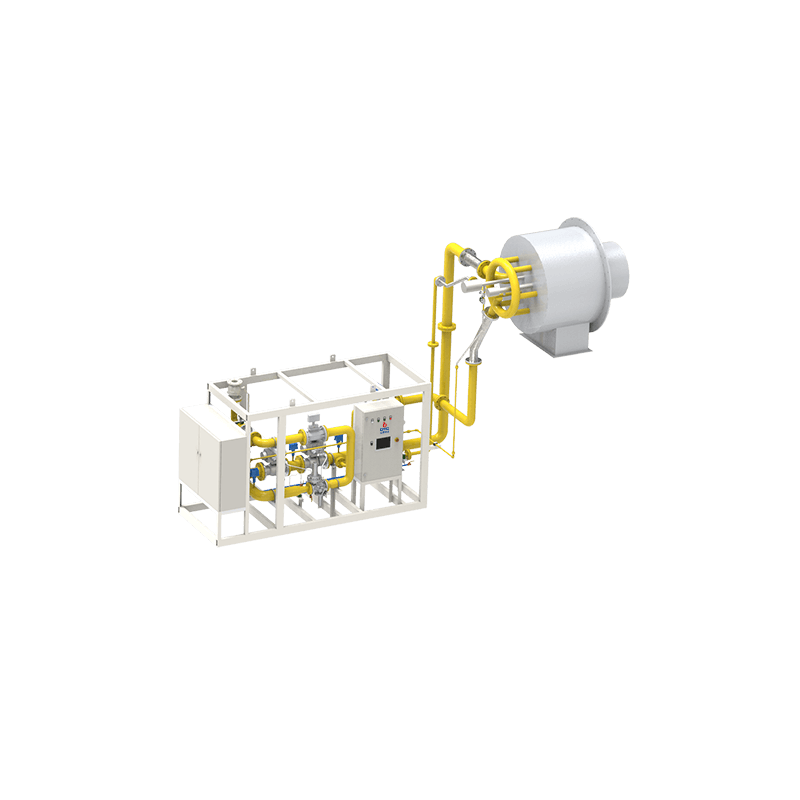
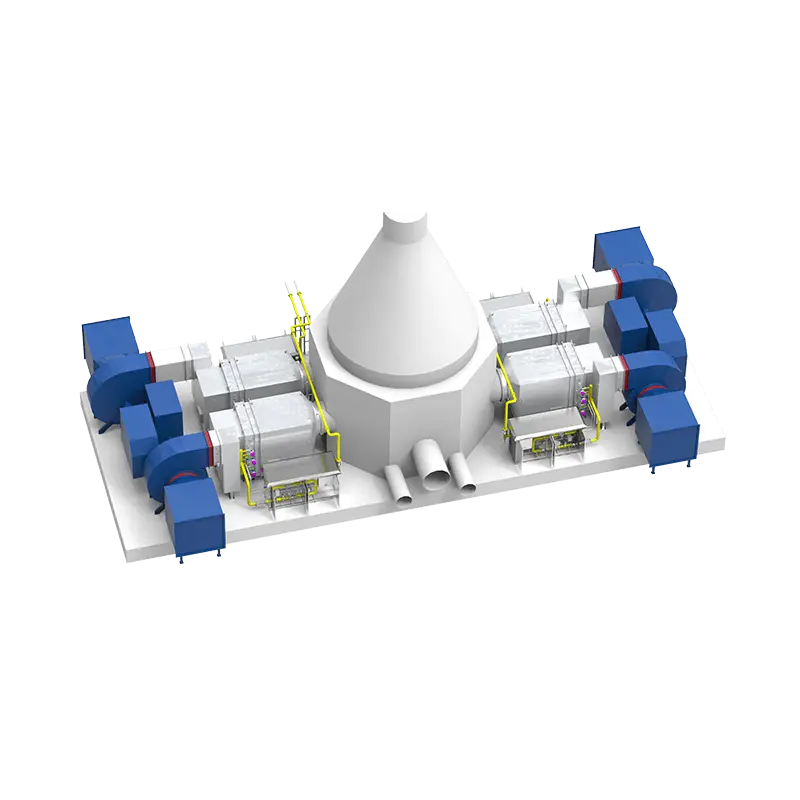
Beyond its robust construction and quality materials, the DNX-C/H burner offers medium, high, and ultra-high speed flame modes, ensuring adaptability to different operational requirements. It reliably supports various control schemes such as pulse firing, proportional control, and constant gas/air ratio control, maintaining stable performance across a wide range from high excess air to fuel-rich conditions. This operational flexibility makes it suitable for numerous industries, including metallurgy, chemicals, and ceramics.
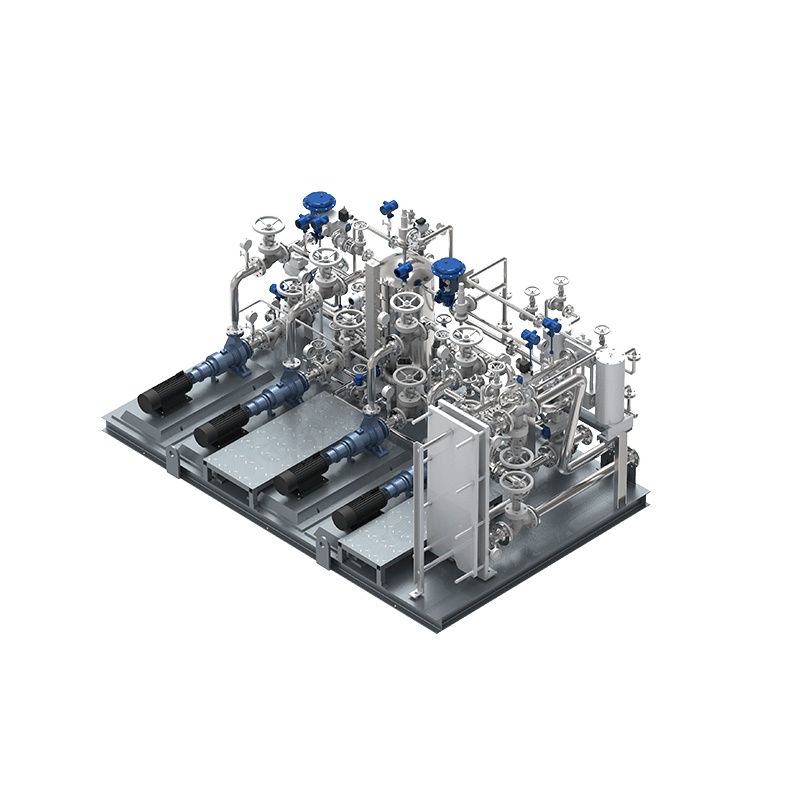
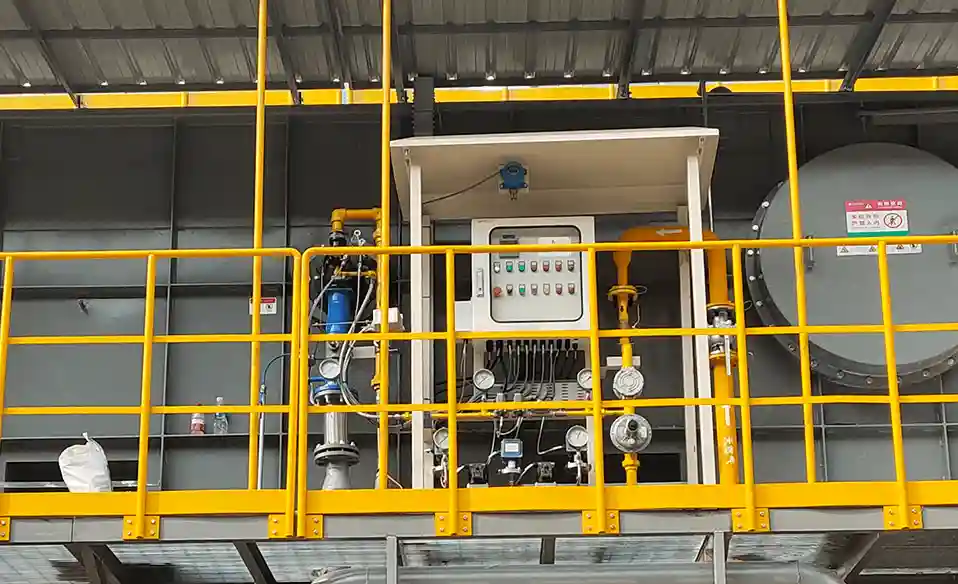
Key Considerations for Selecting a Reliable Low NOx Burner Manufacturer
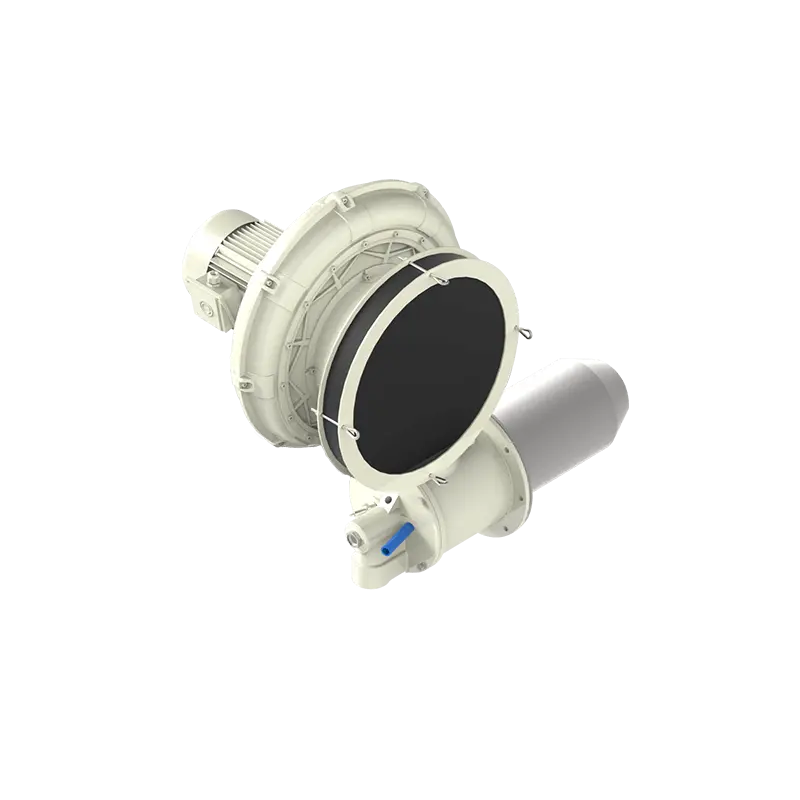
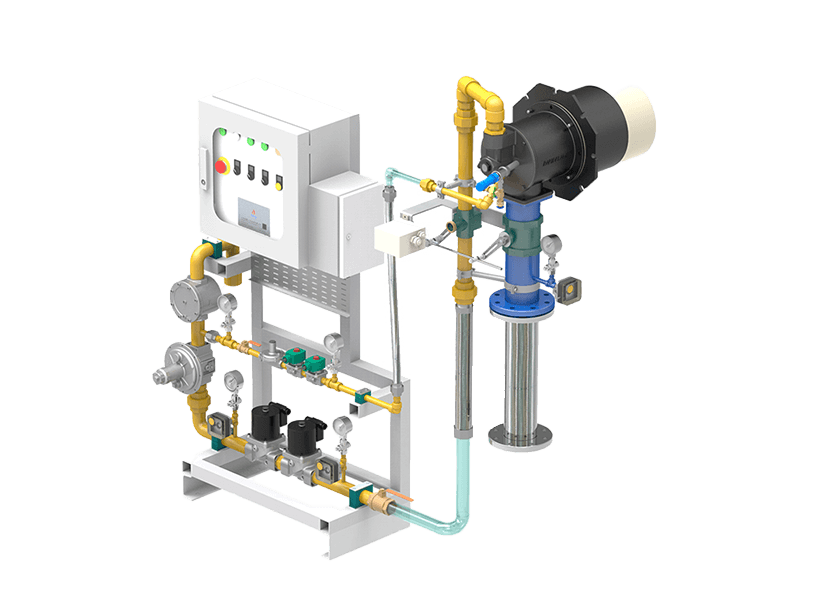
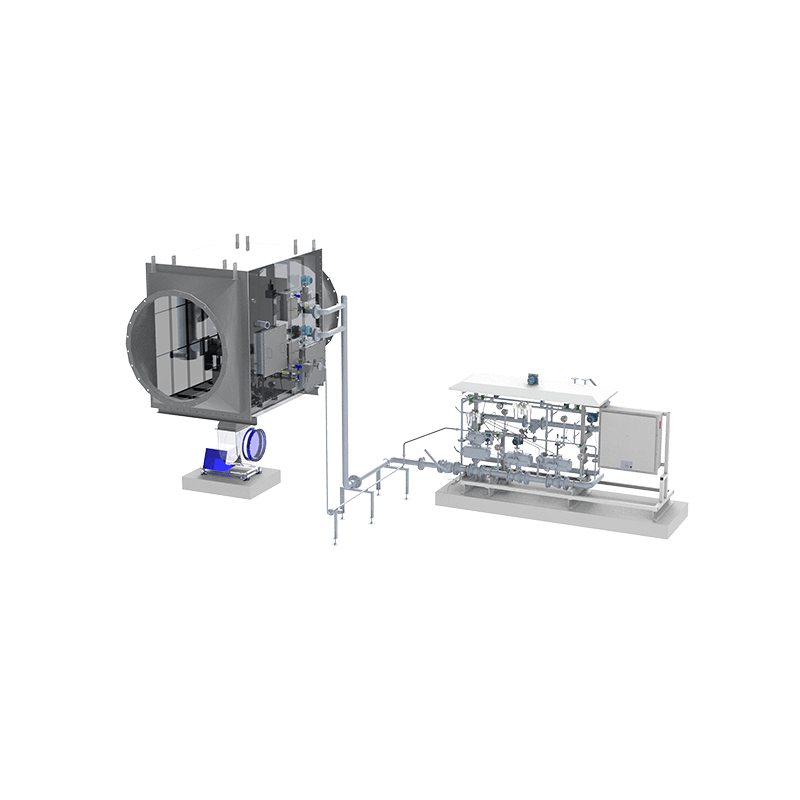
For users seeking a trustworthy Low NOx burner manufacturer, choosing an established product series like the DNX-C/H signifies assurance in equipment efficiency, service life, and environmental compliance. A superior burner must not only meet technical specifications on paper but also demonstrate excellent ignition performance and combustion stability in real-world operation – core competencies that a reputable manufacturer ensures.

(Low NOx Burner Manufacturer)
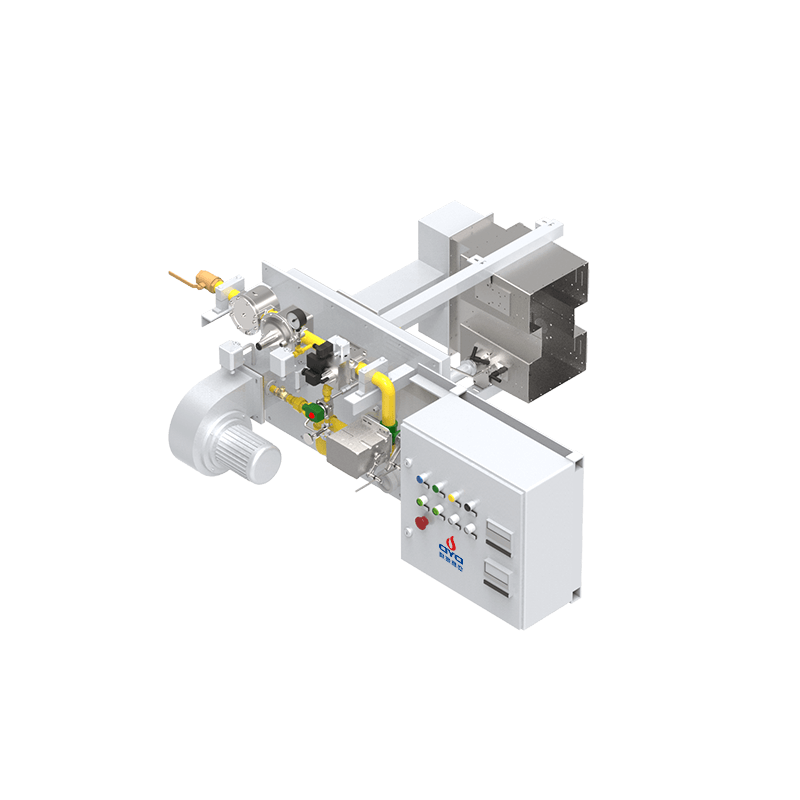
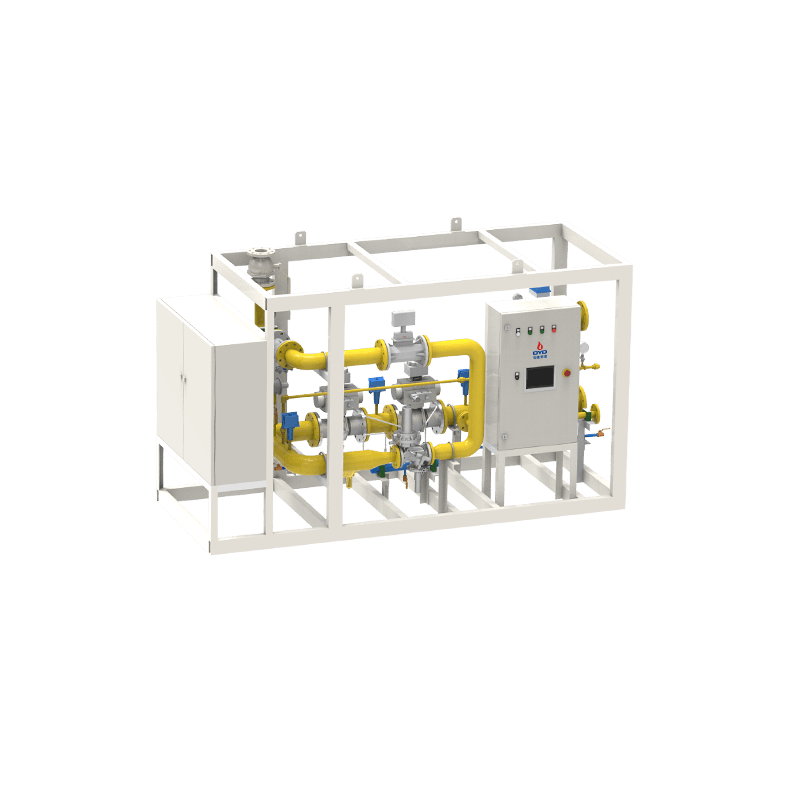
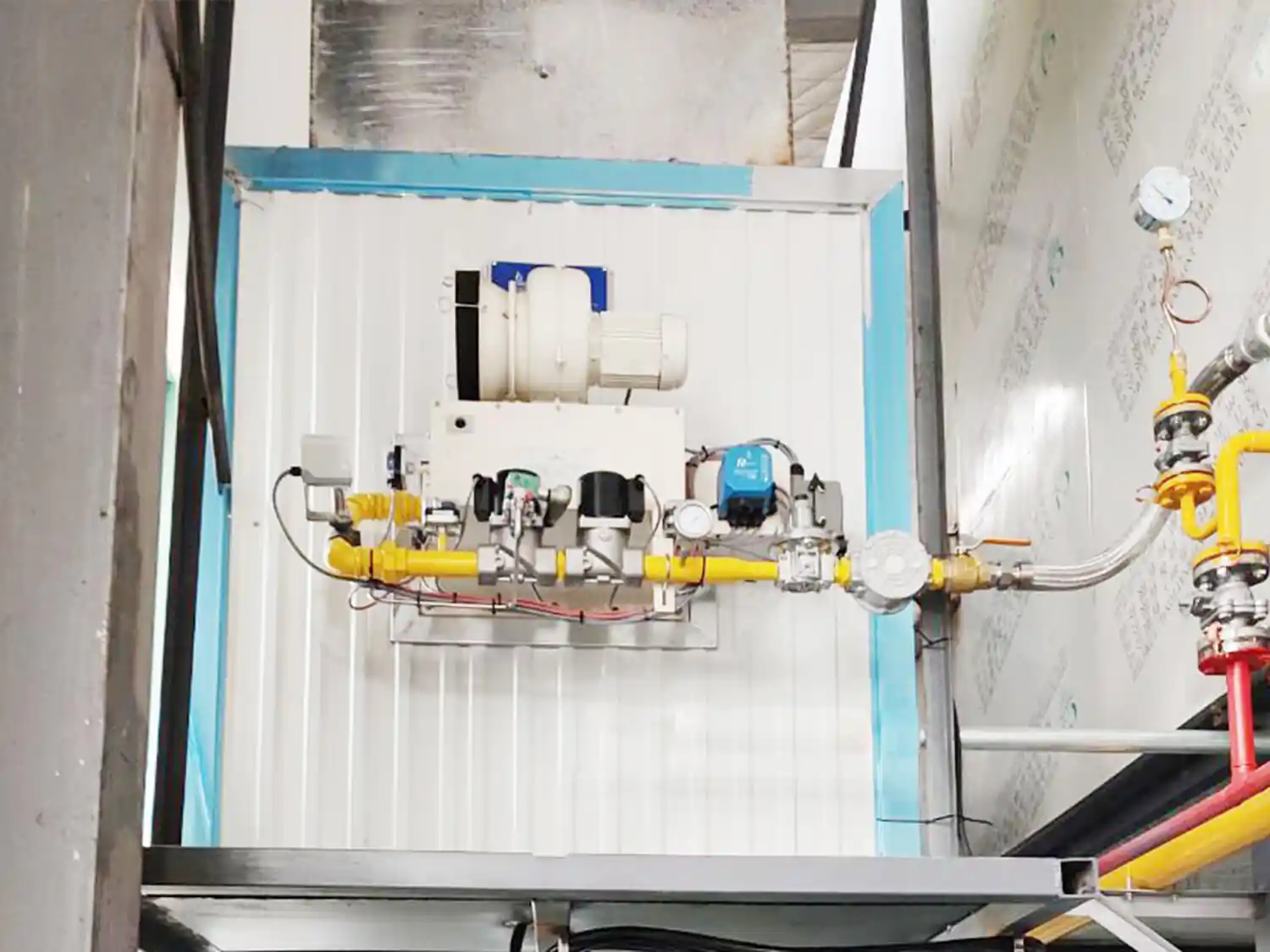
Embracing Green Manufacturing Starts with the Right Equipment
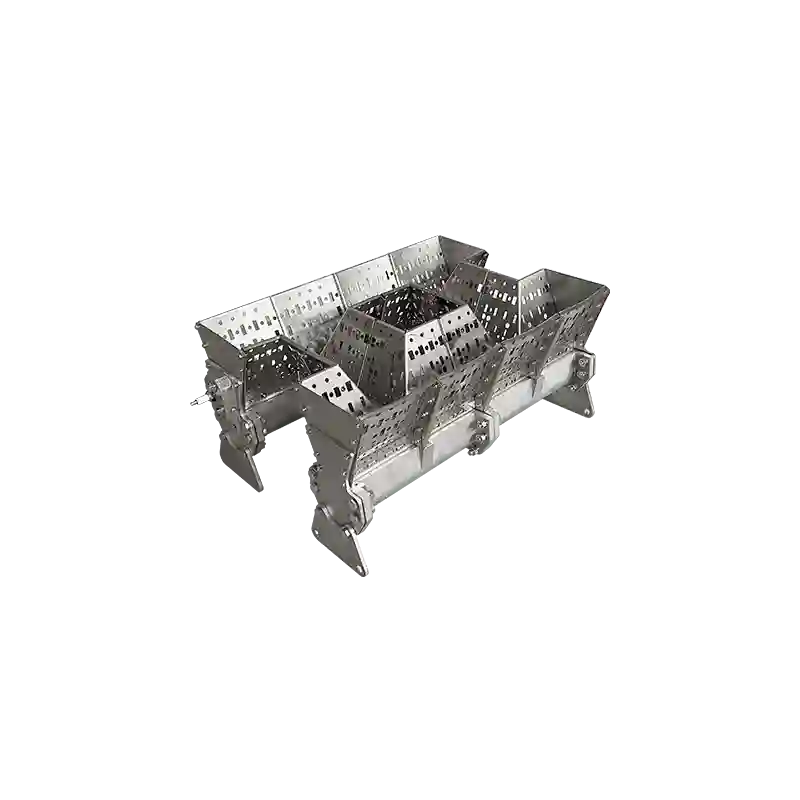
In conclusion, the role of Low NOx burners in the modern industrial thermal energy field is undeniable. A capable and experienced Low NOx burner manufacturer provides comprehensive support, from selection and installation to commissioning. As environmental policies continue to tighten worldwide, installing high-efficiency, low-NOx combustion equipment is an inevitable trend and a smart strategic decision for any company committed to sustainable and green production.